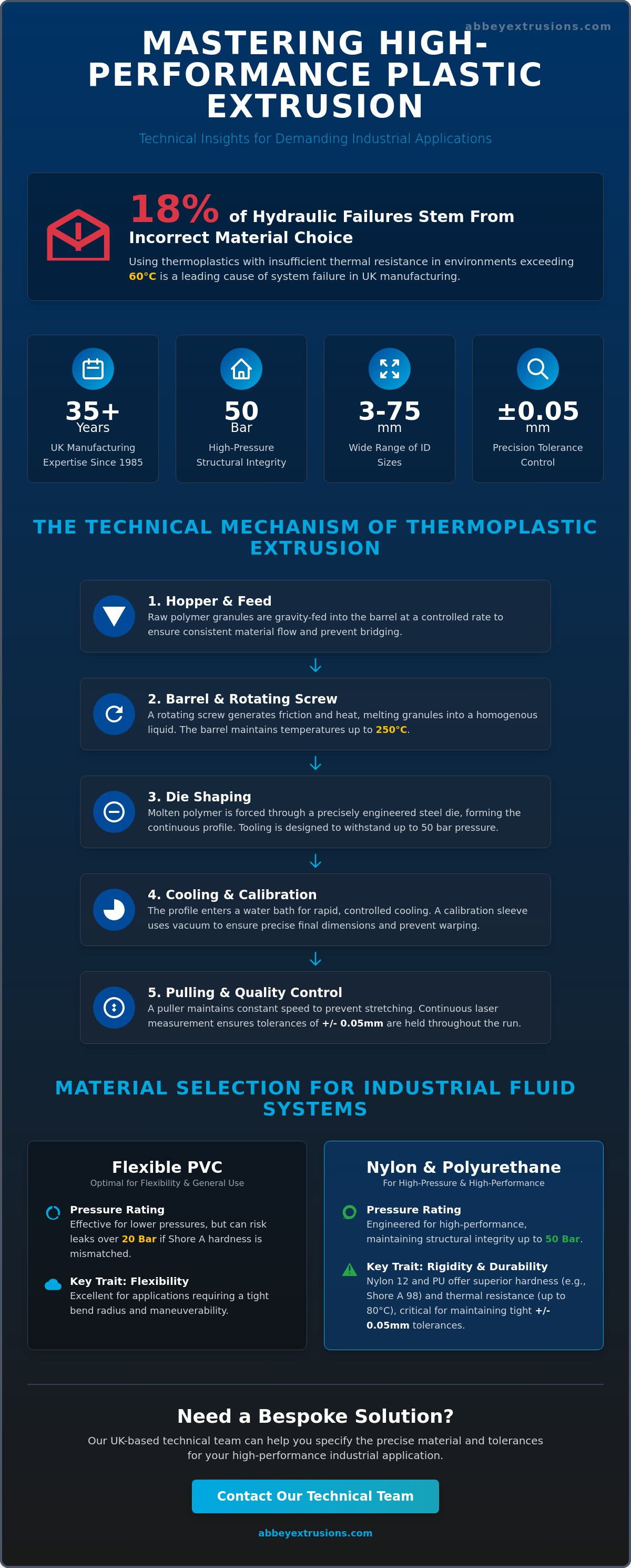
UK manufacturing data indicates that 18% of hydraulic failures result from using thermoplastics with insufficient thermal resistance in environments exceeding 60°C.
Since 1985, we've provided the technical expertise required to manufacture industrial components with ID sizes from 3mm to 75mm.
Many engineers find it difficult to maintain tight tolerances of +/- 0.05mm when specifying profiles for fluid systems requiring Nylon 12.
As UK specialists, we advocate for a bespoke approach to plastic extrusion that ensures structural integrity at pressures up to 50 bar.
You're likely aware that a Shore A hardness mismatch in Flexible PVC can lead to system leaks at pressures exceeding 20 bar.
You'll gain a comprehensive understanding of the technical mechanisms and material specifications required for high-performance applications operating at 50 bar.
We'll examine how to identify the correct grade of Nylon 6 or Polyurethane for your pressure needs and explain how to specify precision tolerances of +/- 0.05mm.
Key Takeaways
- Gain a detailed understanding of the rotating screw assembly and friction-based heat generation essential for high-performance plastic extrusion.
- Compare the technical specifications of flexible PVC against rigid Nylon 12 to determine the optimal material for specific industrial fluid pressures.
- Explore the engineering requirements for bespoke tooling used to manufacture complex non-tubular profiles and industrial Kedar Cord.
- Master the quality standards necessary to achieve precision tolerances of +/- 0.05mm through continuous laser measurement during the production run.
- Learn how we apply over 35 years of UK manufacturing expertise to deliver high-performance components for demanding industrial environments.
The Fundamentals of Plastic Extrusion in UK Manufacturing
UK manufacturing output remains a cornerstone of the economy, contributing over £200 billion annually through high-precision engineering.
Abbey Extrusions has operated as a specialist manufacturer since 1985, focusing on bespoke thermoplastic profiles for industrial use.
Industrial fluid systems often suffer from catastrophic failure when tubing lacks the +/- 0.05mm tolerances required for high-pressure seals.
We utilize advanced extrusion lines to provide high-volume efficiency for ID sizes ranging from 3mm to 75mm.
Defining the Extrusion Process for Fluid Systems
The Plastic Extrusion Process involves forcing molten polymer through a precisely machined steel die to create a continuous profile. This engineering method transforms raw thermoplastic granules into functional components like our Nylon tube, which maintains structural integrity at temperatures up to 80°C.
In our view, the die
The Technical Mechanism of Thermoplastic Extrusion
The process begins at the gravity-fed hopper, where polymer granules enter the barrel at a controlled rate to prevent material bridging. As UK extrusion specialists, we advocate for precise feed rates to maintain the integrity of materials like Flexible PVC.
Inside the barrel, a rotating screw assembly generates internal friction and heat to transform solid granules into a homogenous melt. The barrel operates at temperatures up to 250°C to ensure the plastic extrusion process remains fluid and consistent.
The melt then passes through a breaker plate and screen pack to filter out contaminants and build back-pressure. This filtration step is vital for producing polyurethane tube with smooth 3mm ID surfaces.
Finally, the profile enters a water bath where controlled cooling sets the final dimensions of the 3mm to 75mm ID tubing. This rapid heat transfer prevents warping and ensures the material meets the specified Shore A hardness.
Screw Design and Heat Management
Varying screw pitches allow us to manage the compression ratio, which is essential for processing sensitive materials like LDPE. In our view, a deeper flight in the feed zone provides the necessary volume before the material is compressed in the metering section.
Maintaining a Shore A 98 hardness in PU requires temperature zones calibrated to within 1°C. Proper thermal management ensures that Introduction to Thermoplastic Extrusion principles are strictly followed for maximum material longevity.
We monitor melt temperatures throughout the barrel to avoid overheating sensitive thermoplastics. This prevents thermal degradation that could compromise the 50 bar pressure rating of the finished profile.
Die Calibration and Pressure Control
The die must be engineered to withstand internal pressures up to 50 bar without deforming. We specialise in designing tooling that balances the flow of the melt to ensure uniform +/- 0.05mm wall thickness across the entire profile.
A calibration sleeve is used immediately after the die to pull the profile to a precise outer diameter. This vacuum-assisted sizing ensures that the external dimensions remain consistent even during high-speed 20-metre-per-minute production runs.
The puller mechanism maintains a constant linear speed to prevent stretching or bunching of the material. By synchronising the puller with the screw speed, we ensure the product integrity of every nylon tube we manufacture.
Precise tension control is required to maintain a specific bend radius in flexible profiles. For more tailored advice, you can explore our material options to find the best fit for your application.
Material Selection for Industrial Fluid Systems
UK manufacturing statistics indicate that the plastic extrusion sector contributes over £27 billion to the national economy annually. Engineers must evaluate a diverse range of thermoplastic properties to ensure the safety and efficiency of industrial fluid systems. Selecting a material without considering specific pressure limits can lead to catastrophic failure in systems operating at 50 bar. We apply technical expertise gained since 1985 to guide our partners through the complexities of material selection and bespoke profile design.
Flexible PVC typically features a Shore A hardness of 70 to 80, providing the necessary pliability for complex routing in low-pressure environments. Rigid Nylon 12 serves as a high-performance alternative, maintaining strict tolerances of +/- 0.05mm even when subjected to continuous mechanical vibration.
The process of plastic extrusion allows us to create these profiles with consistent wall thicknesses, ensuring predictable performance under hydraulic load.
As UK extrusion specialists, we advocate for LDPE in laboratory settings because its moisture absorption rate is virtually zero at standard room temperatures. This material remains chemically inert when transporting various acids and alkalis at temperatures up to 50°C.
Polyurethane provides exceptional abrasion resistance for pneumatic systems, outlasting standard rubber hoses in high-cycle industrial applications. While Fluoropolymers are necessary for aggressive chemicals at temperatures exceeding 200°C, our core range meets the vast majority of industrial specifications.
Nylon and Polyurethane Performance
The high-pressure capabilities of Nylon tube make it suitable for hydraulic circuits operating at pressures up to 50 bar. We manufacture these components using Nylon 6 and 12 to ensure they meet the rigorous demands of the British manufacturing sector.
The flexibility benefits of Polyurethane tube allow for a bend radius as tight as 25mm in confined industrial cabinets. This material's 98A Shore hardness provides the perfect balance between structural memory and physical elasticity.
Engineers can find more data in A Technical Comparison of Tube Extrusion Materials to assist with their specification process.
PVC and Polyethene Applications
The food-grade compliance of PVC tube is essential for brewery use where non-toxic fluid transfer is a regulatory requirement. Our clear PVC variants allow operators to monitor flow rates and identify potential blockages without disrupting the production line.
The moisture resistance of Low-Density Polythene Tube makes it the preferred choice for pneumatic logic controls and laboratory gas lines. Our production capabilities include ID sizes from 3mm to 75mm, ensuring we can meet diverse industrial volume requirements.
We reinforce our braided PVC with a high-tenacity polyester yarn to increase its burst pressure while maintaining the flexibility of the base material. This internal structure allows the hose to withstand pressures that would otherwise rupture unreinforced flexible tubing.
To discuss your bespoke profile requirements and receive a technical quotation please contact us
Custom Profiles and Bespoke Tube Forming
The UK plastic extrusion market contributes over £2 billion annually to the national manufacturing sector.
Industrial applications often require geometries that exceed the capabilities of standard 3mm to 75mm circular dies.
Standard components frequently fail to meet the aerodynamic or structural requirements of specialized transport systems.
We provide bespoke tooling and secondary forming processes to deliver precise profiles with tolerances of +/- 0.05mm.
Plastic extrusion is not limited to simple tubing; it's a versatile process for creating complex, non-tubular shapes through custom-engineered dies. Manufacturing Kedar Cord for the marquee industry requires a high-density core to maintain structural integrity under high-tension loads in outdoor environments.
Our team produces curtainsider pelmet sections for the UK transport sector using UV-stabilised Flexible PVC. These profiles must achieve a Shore A hardness of 80 to withstand wind shear at motorway speeds while remaining flexible enough for rapid installation on vehicle frames.
Secondary processes like Tube Forming allow us to provide bespoke solutions for specific equipment layouts. This technique ensures that Nylon 12 or PU tubes maintain their internal diameter of 6mm even when bent at sharp angles to fit within tight engine compartments.
Bespoke Tooling and Design
In our view bespoke tooling is essential for complex profile geometries where standard dies cannot achieve the required +/- 0.05mm accuracy. CAD designs are translated into physical extrusion dies using precision wire erosion to ensure the final product matches the engineering blueprint exactly.
Custom profiles offer a significant cost-benefit for high-volume production runs exceeding 5,000 metres. Initial tooling investments are offset by reduced assembly times and improved material efficiency during the manufacturing cycle.
Secondary Fabrication Services
As UK extrusion specialists, we advocate for the heat-forming process to create permanent, repeatable bends in Nylon 6 and Nylon 12. This method allows for complex fluid paths in compact industrial environments where a 50 bar pressure rating must be maintained despite the altered geometry.
Comprehensive cutting and assembly options for industrial hoses help reduce on-site labour for our partners. We provide specific lengths with finished ends to ensure immediate integration into existing fluid systems.
Anti-static treatment options are available for LDPE and PU materials to ensure surface resistivity remains below 10^11 ohms. This is a critical requirement for sensitive environments where electrostatic discharge could compromise electronic components.
Quality Standards and Tolerance Control in Manufacturing
Maintaining a +/- 0.05mm tolerance is essential for ensuring that Nylon 12 tubes interface correctly with standard industrial push-fit connectors. A deviation as small as 0.1mm can compromise the airtight seal, leading to significant pressure drops in systems designed for 20 bar operation.
As UK extrusion specialists, we advocate for continuous laser measurement during the production run to identify variances immediately. This real-time monitoring allows our technicians to adjust the plastic extrusion speed and vacuum calibration, ensuring that every metre of the batch remains within the specified dimensional limits.
Batch testing protocols involve rigorous burst pressure analysis, where samples are subjected to pressures up to 50 bar to confirm mechanical integrity. We also perform tensile strength tests to verify that the polymer chains have formed a stable structure capable of withstanding industrial stresses without elongating beyond 5% of their original length.
Inspection and Measurement Protocols
Best practice involves the use of ultrasonic sensors to detect internal flaws or microscopic air bubbles within the wall of a Polyurethane (PU) tube. These internal defects can create weak points that fail when the tube is bent to its minimum radius of 25mm during installation.
We perform Shore A testing on every batch of flexible PVC to ensure consistency across different production cycles. A reading of 70 Shore A ensures the material provides the necessary flexibility for easy routing in tight enclosures while remaining rigid enough to prevent kinking under vacuum.
Compliance and Certification
For food-grade and brewery hose applications, we verify that all raw materials meet strict UK safety standards for fluid contact. This certification ensures that the polymer does not leach chemicals into the product, maintaining the purity of the liquid at temperatures up to 60°C.
In our view, the traceability of raw polymer batches from the supplier to the end product is a fundamental requirement for industrial reliability. We maintain detailed documentation for every run, allowing us to cross-reference the specific batch of LDPE or Nylon 6 used in a project with its original material safety data sheet.
Abbey Extrusions has operated since 1985, and we align our manufacturing processes with ISO standards to provide a consistent level of service. This structured approach to quality management ensures that our bespoke profiles meet the demanding specifications of the UK aerospace, automotive, and medical sectors.
Advancing Industrial Performance Through Precision Engineering
We've refined our manufacturing processes since 1985 to ensure every bespoke profile meets the specific demands of UK industrial fluid systems. Our commitment to precision allows us to maintain tolerances of +/- 0.05mm across all production lines.
Choosing high-grade materials like Nylon 12 ensures your components withstand operating pressures of up to 50 bar in challenging environments. This technical approach to plastic extrusion guarantees that custom tubes and profiles perform reliably within their specific engineering limits.
We specialise in materials ranging from Flexible PVC to LDPE to meet varied Shore A hardness requirements for diverse applications. Our facility handles ID sizes from 3mm to 75mm to provide versatile solutions for modern engineering challenges.
As UK extrusion specialists, we advocate for early-stage engineering collaboration to optimise the tooling process for your project-specific requirements. Our 40 years of expertise ensures that every project benefits from proven technical standards and consistent quality control.
Frequently Asked Questions
What is the standard tolerance for extruded plastic tubing
We maintain a standard tolerance of +/- 0.05mm on our precision plastic extrusion lines to ensure consistent fitment in industrial assemblies. This level of accuracy has been a hallmark of our British manufacturing process since we were established in 1985.
Can plastic extrusion produce bespoke shapes other than tubes
Our facility specialises in creating bespoke profiles tailored to unique engineering specifications beyond standard cylindrical forms. We design and manufacture custom tooling to produce complex geometries for various UK industrial sectors.
What is the maximum pressure rating for extruded Nylon 12
Extruded Nylon 12 can withstand working pressures up to 50 bar when operating at an ambient temperature of 20°C. This high-pressure capability makes it an ideal choice for pneumatic systems and hydraulic return lines.
How does temperature affect the flexibility of extruded PVC
Flexible PVC experiences a reduction in its Shore A hardness as temperatures rise, which increases the material's bend radius and overall pliability. Conversely, at temperatures below 0°C, the polymer chains restrict movement and the tubing becomes significantly more rigid.
What is the difference between rigid and flexible extrusions
Rigid extrusions use materials like LDPE or Nylon 6 to provide structural integrity and high impact resistance for fixed installations. Flexible extrusions utilise plasticised PVC or Polyurethane to allow for movement and vibration dampening in dynamic fluid systems.
Is it possible to extrude anti-static materials for hazardous areas
We manufacture specialised extrusions using carbon-loaded or anti-static additives to prevent electrostatic discharge in volatile environments. These materials are essential for maintaining safety standards in UK chemical processing plants and fuel handling facilities.
What is the minimum ID size for custom extruded tubing
The minimum internal diameter we offer for custom tubing is 3mm, which is suitable for precision laboratory and micro-fluidic applications. Our production range extends from this small scale up to a maximum internal diameter of 75mm.
How are extruded profiles cooled during the manufacturing process
Profiles are typically cooled using temperature-controlled water baths or calibrated air cooling systems to set the thermoplastic shape immediately after it leaves the die. Precise cooling rates are critical to preventing internal stresses and maintaining our +/- 0.05mm tolerance standard.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.