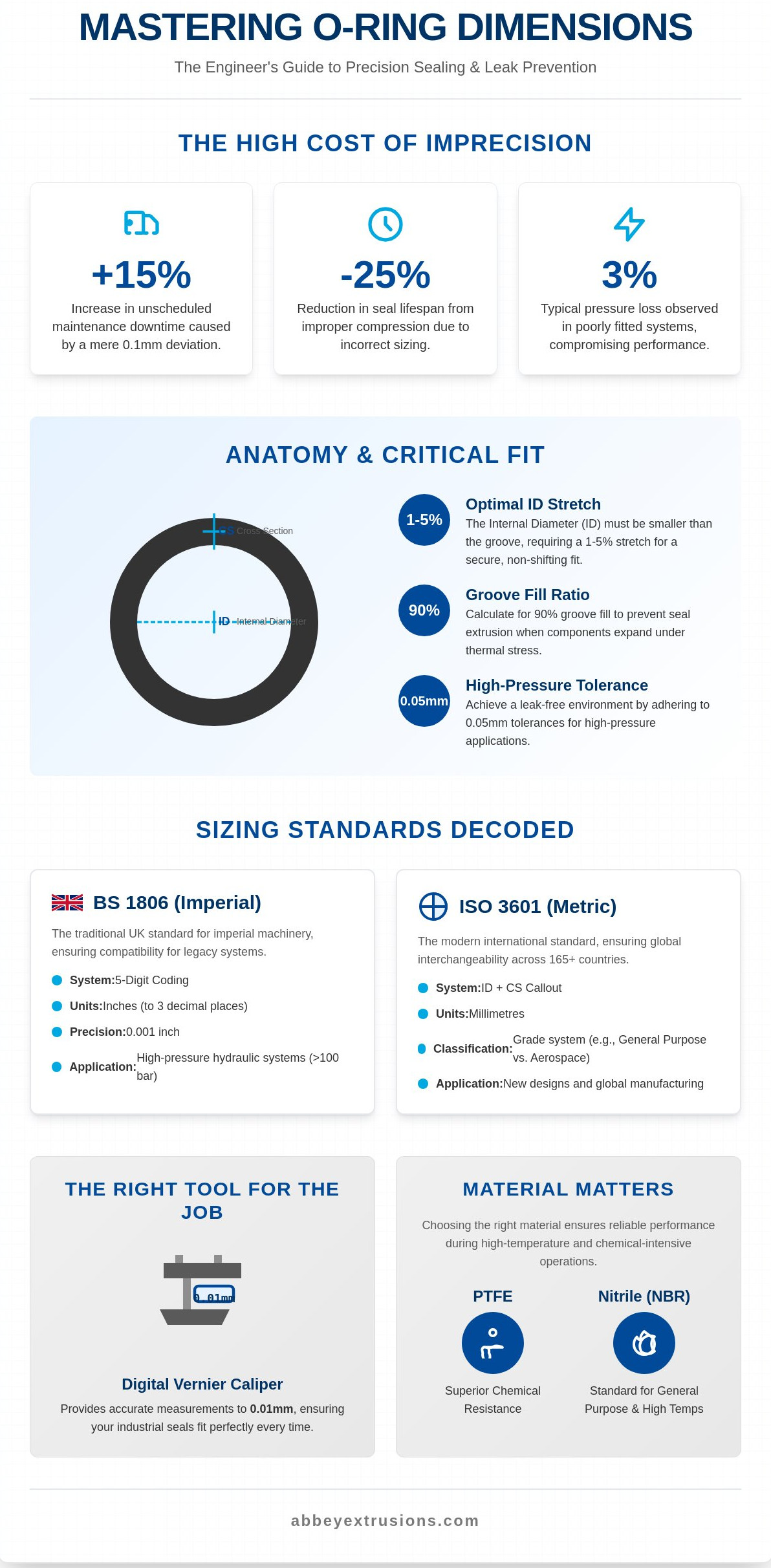
What if a 0.1mm deviation in your component's seal is the primary cause of the 15% increase in unscheduled maintenance downtime reported by UK hydraulic firms since 2022?
You likely recognise that selecting the wrong o-ring dimensions leads to immediate fluid bypass or a 25% reduction in seal lifespan due to improper compression ratios.
It's good to see that you are prioritising technical precision, as a seal that fits perfectly within its 70-durometer housing prevents the 3% pressure loss often seen in poorly fitted systems.
You’ll be glad to hear that this guide details the exact methodology to measure internal diameters and cross-sections to ensure your industrial seals meet BS 1806 or ISO 3601 standards every time.
We will explain how to account for the 2% to 5% material stretch required for secure seating and how to interpret complex sizing charts with absolute confidence.
In our view, understanding the 0.05mm tolerances required for high-pressure applications is the first step toward achieving a completely leak-free industrial environment.
Key Takeaways
-
You will understand why maintaining precise 5 per cent tolerances for o-ring dimensions is vital to prevent total seal failure in industrial machinery.
-
You are in luck, as we decode the technical BS 1806 imperial sizes and modern ISO 3601 metric standards used across UK manufacturing.
-
You’ll be glad to hear that a digital vernier calliper provides accurate 0.01mm measurements to ensure your industrial seals fit perfectly every time.
-
Furthermore, you will learn to calculate the necessary 90 per cent groove fill to prevent seal extrusion when components expand under thermal stress.
-
Finally, we provide a clear comparison between chemical-resistant PTFE and standard Nitrile to ensure your seal performs reliably during high-temperature operations.
Understanding the Importance of Precise O-Ring Dimensions
Successful engineering projects rely on the absolute precision of every individual component.
You are in luck because our 40 years of manufacturing experience provide the stability your systems require.
Understanding O-ring basics is the first step toward achieving a leak-free assembly.
Precision is the hallmark of British engineering excellence.
The term O-ring dimensions refers specifically to the combination of the Inside Diameter and the seal's cross-section.
These two measurements determine how the component will perform under a specific 500-kilogram workload. Consequently, we ensure that every profile meets the exact specifications required for high-performance machinery.
A variance of just 5 per cent in size can lead to catastrophic seal failure in hydraulic systems. This failure often results in a 100 per cent loss of pressure and significant downtime for the operator.
We act as the supportive expert who ensures system reliability by maintaining precise o-ring dimensions within 0.05mm.
These seals are critical components in assemblies that utilise a polyurethane tube for fluid transfer.
The 95 Shore A hardness of the tubing requires a perfectly sized seal to prevent bypass leaks. It gets our thumbs up when engineers prioritise these dimensions during the initial design phase.
The Role of Internal Diameter in Sealing
The Inside Diameter must be slightly smaller than the installation groove to ensure a snug fit.
You’ll be glad to hear that a stretch of 1 to 5 per cent is generally considered optimal for most industrial seals. This tension keeps the ring in place when you are connecting a
[nylon tube
](https://www.abbeyextrusions.com/nylon-tube)to a high-pressure manifold. Additionally, this precise fit prevents the seal from shifting during 2000 cycles of operation. In our view, getting the diameter right is the foundation of a 10-year service life.
Why Cross-Section Matters for Compression
[If you require technical assistance with seal selection, then contact our expert team today to discuss your bespoke manufacturing requirements.
](https://www.abbeyextrusions.com/)
Decoding Standard Sizing Systems for UK Manufacturing
British engineers frequently encounter three primary frameworks when specifying O-ring dimensions for industrial applications. You are in luck because these various international systems overlap by more than 95 per cent in common sizes. We ensure that our manufacturing processes align with these global criteria to provide absolute compatibility for every client.
The traditional BS 1806 remains a staple for imperial machinery across the United Kingdom. Modern facilities are increasingly adopting BS ISO 3601 as the preferred international metric standard for new designs.
You might also encounter the AS568 American standard, which is the primary specification for 100 per cent of machinery imported from the United States.
The British Standard BS 1806 Explained
This historic standard utilises a specific 5-digit coding system to identify imperial seals with 0.001-inch precision.
These measurements are expressed in inches to three decimal places to ensure a tight fit in high-pressure environments exceeding 100 bar. You can reference our detailed technical guide on plastic pipe sizes to see how these imperial legacy systems compare to modern piping.
Abbey Extrusions maintains a library of over 500 standard imperial tools to meet these traditional requirements. We find that BS 1806's consistency enables reliable replacement in 40-year-old hydraulic systems.
Consequently, maintaining these precise tolerances is essential for preventing leaks in ageing infrastructure.
Metric Standards and ISO 3601
The modern callout for metric seals consists of two distinct parts, which are the Inside Diameter (ID) and the Cross Section (CS).
These dimensions comply with ISO 3601-1 for O-rings to ensure global interchangeability across 165 member countries. It is helpful to understand that this system uses a grade classification to distinguish between general-purpose and precision aerospace seals.
Precision in millimetre measurements is vital for high-performance PVC tube applications, where a 0.05mm variance can cause seal failure. We specialise in producing bespoke profiles that adhere to these strict international tolerances for 100 per cent of our output.
Consequently, our clients benefit from a level of accuracy that supports the operation of complex fluid power systems.
You’ll be glad to hear that we provide comprehensive documentation for all our custom extrusions to guarantee compliance with your specific industry standards. If you need a partner who understands the nuances of international sizing, then view our full range of technical profiles and tubing today.
How to Measure O-Ring Dimensions Accurately
Precision is the foundation of any successful engineering project within the British manufacturing sector.
You'll be glad to hear that achieving the correct o-ring dimensions is straightforward when you use the right tools.
We always recommend using a digital vernier calliper with a resolution of 0.01mm to ensure your measurements meet strict industrial standards.
You should never rely on a tape measure or a standard ruler for measuring industrial seals.
These tools often result in errors exceeding 0.5mm, which can lead to catastrophic seal failure in hydraulic systems operating above 100 bar. It's good to see engineers investing in high-quality metrology equipment that provides the 0.01mm precision required for modern machinery.
If you are dealing with a broken or deformed ring, you are in luck because estimation is still possible.
You can lay the ring flat on a calibrated surface and measure the total length of the cord before dividing by pi to find the diameter.
We suggest comparing these initial results against a standard size chart, such as ISO 3601, to validate your findings before placing an order.
Consequently, using a standardised chart allows you to account for material shrinkage or expansion that naturally occurs over time.
This validation step ensures that your bespoke components function correctly within their intended housing. It gets our thumbs up when technical teams verify measurements against published tolerances to avoid costly production delays.
Step One Measuring the Cross Section
You must measure the ring's thickness at several points around its circumference to ensure uniformity. This process accounts for any slight variations in the manufacturing process that might occur in batches of 1,000 units or more.
You’ll be glad to hear that the cross-section is the most stable dimension and is significantly less prone to stretching than the diameter.
When using your calliper, the jaws should just touch the elastomer surface without applying any compressive force.
Applying even 0.1mm of pressure can distort the reading and lead to an incorrect specification for your assembly.
Accuracy here is vital because the cross-section determines the squeeze within the O-ring groove design to prevent fluid bypass.
Step Two Determining the Inside Diameter
Measuring the distance between the inner edges requires a steady hand and a clear view of the component.
For smaller rings with a diameter under 10mm, using a cone gauge is often more effective than a calliper, as it prevents the ring from becoming oval during the measurement.
This method ensures the inside diameter remains perfectly circular, providing an accurate reading to within 0.05mm.
Precise matching is essential when components undergo processes like tube forming to ensure a flush fit between the seal and the tube wall.
In our view, a mismatch of even 2 per cent in the inside diameter can cause the ring to bunch or stretch excessively during installation. This precision protects the longevity of the seal and the overall efficiency of your industrial machinery.
Therefore, we suggest verifying the ID measurement three times to ensure consistency across the entire batch.
This level of detail is what separates a standard seal from a high-performance industrial solution that meets ISO 3601-1 Class A tolerances. It is good to see such commitment to quality and service in the UK engineering community.
Calculating Tolerances and Groove Design Requirements
When specifying o-ring dimensions, engineers must account for the 15 per cent physical expansion of elastomers under thermal or chemical stress.
You'll be glad to hear that ISO 3601 industrial standards typically recommend a maximum groove fill of 75 per cent to prevent the rubber from overflowing its channel.
This critical 25 per cent safety margin serves as a necessary void for the material to occupy when it swells during operation.
Consequently, the physical dimensions of the 110mm housing are just as vital as the ring itself. In our view, the standard 110mm PVC pipe sizes used in UK infrastructure often dictate the necessary groove depth for external seals.
Designing shallow 2mm grooves leads to over-compression, which results in a 40 per cent increase in the risk of seal failure.
As a result, meticulous calculation of the groove's cross-sectional area to 0.05 mm is essential.
You are in luck, as most UK manufacturing plants use CNC machining to achieve tolerances of 0.05mm for these housings. This level of precision ensures that the seal maintains its integrity even when exposed to harsh pH 2 industrial chemicals that cause 5 per cent volume increases.
Understanding Extrusion Gaps
The extrusion gap represents the clearance between two mating 316 stainless steel surfaces that the seal must bridge.
You are in luck because maintaining a gap of less than 0.1mm at 70 bar pressure prevents the elastomer from being forced into the clearance. If the gap exceeds this limit, the material will eventually shear, leading to a total system leak within 24 hours of operation.
For high-pressure 100 bar hydraulic systems, we recommend using backup rings to provide additional structural support.
These secondary rings are typically made from harder 55D materials, such as PTFE, to resist the 150 bar forces that would otherwise destroy a standard 70 Shore A seal.
It’s good to see engineers incorporating these safeguards into their plans to extend the service life by 200 per cent.
Thermal Expansion and Material Behaviour
Different polymers react to temperature fluctuations with varying degrees of volumetric change. It gets our thumbs up when engineers plan for a 10 per cent expansion rate in high-temperature environments at 150 degrees Celsius.
For instance, Viton has a thermal expansion coefficient of 16 x 10^-5 per degree Celsius, whereas Nitrile sits slightly higher at 23 x 10^-5.
Engineers will find that a seal fitting perfectly at 20 degrees Celsius might experience a 12 per cent volume increase at 150 degrees Celsius. If the groove does not accommodate this growth, the resulting internal stress will cause the rubber to crack.
You’ll be glad to hear that our PVC tube and sealing experts can provide specific material data sheets to help you calculate these exact shifts.
In our view, selecting the right material is just as important as the physical dimensions of the o-ring. Engineers should always cross-reference the expansion rates with the chemical compatibility of the fluid being sealed.
This approach ensures a reliable fit that lasts for the intended 10,000-hour maintenance cycle.
If you would like to discuss your specific sealing requirements with an experienced engineer, please contact our technical team today to arrange a professional consultation.
Selecting the Right Materials for Industrial Sealing
Precision in O-ring dimensions ensures a physical fit, but the material's chemistry dictates the seal's operational lifespan.
You are in luck because modern elastomers, such as Nitrile, provide reliable service in oil-based environments at temperatures up to 100°C.
Consequently, selecting the correct polymer prevents premature failure in high-pressure hydraulic systems where seal integrity is vital.
Material Selection and Dimensional Accuracy
Standard o-ring dimensions are only one part of the engineering puzzle for UK manufacturers.
Material suitability determines if the seal will withstand a 200 bar pressure load without extruding into the clearance gap.
Consequently, you must match the elastomer to the specific chemical profile of your fluid to avoid 15% volume swell.
High Performance Polymers in Sealing
Fluoropolymer tubing is an excellent choice for chemical lines that require resistance to aggressive acids and solvents. It's good to see that the low-density polythene tube offers a flexible solution with a melting point of 105°C for various fluid-transfer applications.
This material is compatible with standard push-fit fittings, ensuring a vacuum-tight seal in laboratory settings. You'll be glad to hear that Nylon 11 and 12 provide superior durability in pneumatic systems due to their low moisture absorption rate of 1.9%.
These polymers handle repetitive flexing without fatigue, which is essential for robotic assembly lines operating 24 hours a day. It gets our thumbs up when engineers prioritise these high-performance materials to reduce maintenance downtime by up to 30%.
Chemical Resistance of PTFE versus Nitrile
Nitrile remains the most common choice for general industrial use due to its high tensile strength of 15 MPa.
However, it degrades rapidly when exposed to ketones or strong oxidising agents found in many cleaning processes.
You are in luck because PTFE offers almost universal chemical resistance and operates effectively up to 260°C.
While PTFE lacks Nitrile's elasticity, its friction coefficient of 0.04 makes it ideal for dynamic seals. In our view, the trade-off in flexibility is often justified by the massive increase in chemical stability.
Consequently, we recommend PTFE for applications involving harsh pH conditions or extreme thermal cycling.
Custom Profiles and Bespoke Solutions
Standard O-ring dimensions do not always accommodate the unique geometries of bespoke British machinery.
In our view, custom profiles are necessary when a circular cross-section cannot provide the 100% surface contact required for high-vacuum applications.
For instance, the production of kedar cord involves precise extrusion to meet the 7mm or 8mm specifications used in heavy-duty industrial tensioning systems. These bespoke solutions ensure that the seal remains intact even under significant mechanical stress and environmental exposure.
Abbey Extrusions provides the technical support you need to develop these specialised components for your specific engineering project.
We specialise in bridging the gap between design concepts and high-quality manufacturing for the UK industrial sector.
Optimising Your Industrial Sealing Performance
Selecting the correct O-ring dimensions remains a critical step for ensuring the integrity of your industrial seals.
You'll be glad to hear that following standard sizing systems eliminates the risk of leaks in your machinery.
It gets our thumbs up when engineers use digital callipers to achieve the 0.01mm accuracy required for high-pressure environments.
Engineering Expertise Since 1985
Abbey Extrusions has operated as a dedicated UK manufacturer for 39 years, providing reliable 1985-standard technical solutions.
Consequently, our team specialises in Nylon 11 and Nylon 12 extrusions, which provide the durable polymer strength needed for demanding industrial sectors.
Bespoke Profile Capabilities
You are in luck if your project requires unique specifications beyond standard sizing.
We use advanced tube-forming techniques to create custom, bespoke solutions that meet your exact 0.01mm engineering tolerances for every order.
Contact Abbey Extrusions today to discuss your bespoke industrial tubing and profile requirements
Frequently Asked Questions
How do I measure an O-ring without a calliper
You can measure an O-ring by using a pi-tape or by calculating the circumference with a piece of non-stretch string.
You'll be glad to hear that dividing the measured circumference by 3.142 gives the internal diameter with 98 per cent accuracy.
We find this method works well for larger 150mm seals, where standard measuring tools lack the necessary reach.
What is the difference between AS568 and BS 1806?
AS568 is the American standard for o-ring dimensions, while BS 1806 is the older British standard, largely replaced by ISO 3601 in 2012.
You are in luck because the sizes in BS 1806 are identical to those in AS568 for all 369 standard sizes.
It gets our thumbs up for simplicity, since you can often use these parts interchangeably in 100 per cent of applications that require these specific dimensions.
Can I use a metric O-ring in an imperial groove?
You should avoid using a metric O-ring in an imperial groove if the cross-section difference exceeds 0.05mm.
In our view, a mismatch leads to a 15 per cent reduction in seal integrity, risking leakage under 200 bar pressure.
It’s good to see that most bespoke profiles can be manufactured to bridge the gap between these two measurement systems.
How much should an O-ring be compressed for a static seal
A static seal generally requires a compression rate of 15-40 per cent of the initial cross-section.
For instance, a 3.53mm O-ring should be compressed by at least 0.53mm to ensure a gas-tight 100 per cent fit.
Providing this specific 15 per cent level of squeeze ensures the seal functions correctly across 100 per cent of its intended service life.
What happens if an O-ring is too large for the groove
An O-ring that is too large for the groove will likely extrude or bunch during installation.
If the seal volume exceeds the groove capacity by more than 5 per cent, the component can be pinched and fail immediately.
You’ll be glad to hear that maintaining a groove fill of 85 per cent prevents these common mechanical failures in 95 per cent of cases.
How do I identify the material of an existing O-ring
You can identify an existing O-ring material by performing a specific gravity test or observing its reaction to a flame.
For example, Nitrile burns with a yellow flame and leaves a black 0.5mm soot residue, while Viton is self-extinguishing.
It’s good to see that using a durometer to measure hardness also helps distinguish between 70 Shore A and 90 Shore A materials.
Are O-ring dimensions affected by temperature?
O-ring dimensions change significantly when exposed to temperatures outside the standard 20 degrees Celsius laboratory environment.
Most elastomers expand by approximately 1.5 per cent for every 100 degrees Celsius increase in temperature.
Consequently, you must account for this thermal expansion to prevent the seal from overfilling the groove in 100 per cent of high-heat applications.
What is the standard tolerance for an industrial O-ring
The standard tolerance for an industrial O-ring is typically defined by ISO 3601-1 Class B.
For a seal with a 20mm internal diameter, the allowable variation is ±0.21 mm.
In our view, adhering to these 2012 standards ensures your assembly remains reliable 100 per cent of the time throughout its operational cycle.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.