UK manufacturing output reached £224 billion in 2023, yet procurement teams still struggle to source custom extrusion profiles for small to medium production runs.
We understand the frustration of managing vague lead times and polymer uncertainty when your project demands rigorous industrial tolerances of +/- 0.05mm.
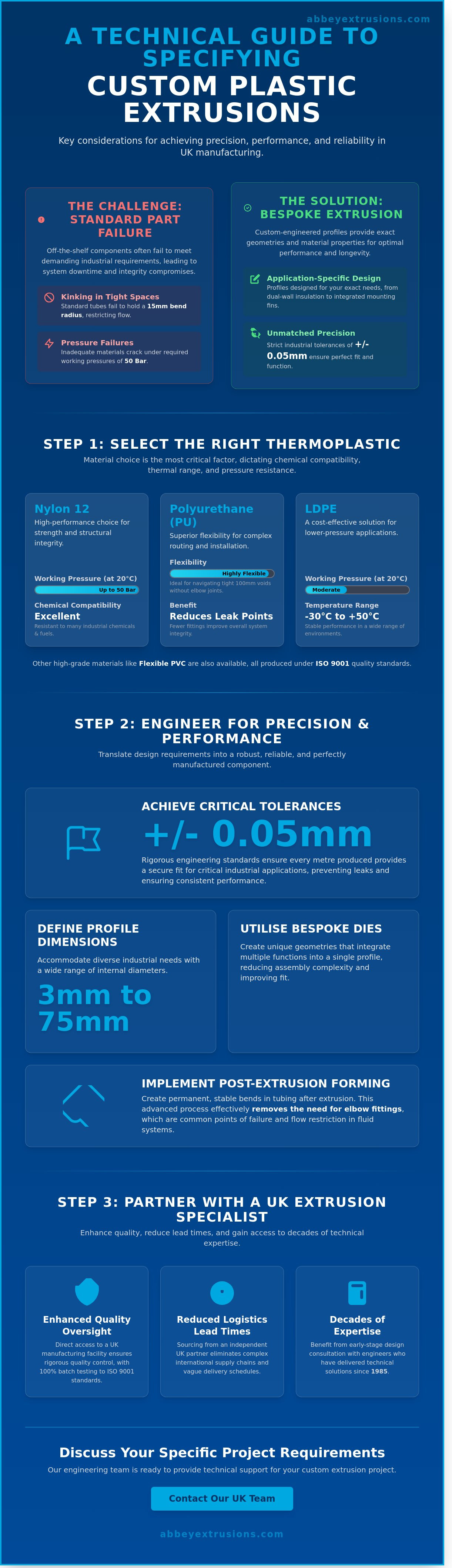
This technical guide provides a step-by-step framework for specifying bespoke profiles that meet your exact engineering requirements.
We'll examine the chemical compatibility of Nylon and PU, the tooling process, and how to secure a reliable UK manufacturing partner.
Since 1985, we've observed that industrial success relies on profiles that maintain structural integrity under pressures up to 50 bar.
However, finding a specialist capable of delivering these bespoke runs without the delays of generalist suppliers remains a persistent challenge for engineers.
As UK extrusion specialists, we advocate for a methodical specification process that ensures ID sizes from 3mm to 75mm perform to specific industrial standards.
Key Takeaways
- As UK extrusion specialists, we advocate for early-stage design consultation to ensure profile stability during the bespoke die process.
- Select high-grade materials such as Nylon 12 or Polyurethane to optimise the performance and longevity of your custom extrusion.
- Implement rigorous engineering standards to achieve precision tolerances of +/- 0.05mm for critical industrial applications.
- Utilise post-extrusion tube forming to create permanent bends, effectively removing the need for elbow fittings that often compromise system integrity.
- Reduce logistics lead times and enhance quality oversight by sourcing technical polymers directly from an independent UK manufacturing facility.
UK manufacturing accounts for approximately 9% of the national GDP, with high-performance fluid systems serving as a critical pillar for industrial automation. Bespoke thermoplastic profiles provide the necessary durability for these systems when standard components fall short of technical requirements. Engineers often face difficulties when standard tubing fails to maintain a 15mm bend radius or cracks under a working pressure of 50 bar. Abbey Extrusions provides technical manufacturing solutions that ensure every profile meets a precise +/- 0.05mm tolerance for consistent performance.
Defining the Scope of Custom Extrusion Manufacturing
The custom extrusion process involves forcing molten thermoplastic through a bespoke die to create continuous profiles with specific geometric properties. This plastic extrusion process converts raw polymer pellets into a uniform shape by utilizing a rotating screw within a heated barrel.
As UK extrusion specialists, we advocate for early-stage design consultation to ensure profile stability during the vacuum calibration phase. In our view, successful custom extrusion projects begin with a clear understanding of the application environment, such as exposure to corrosive chemicals or temperatures reaching +80°C.
Abbey Extrusions has provided technical manufacturing solutions from our UK base since 1985. We maintain strict quality controls to ensure every batch of Nylon 12 or Flexible PVC meets the rigorous demands of British industrial standards.
The Transition from Standard to Bespoke Profiles
Standard tubing often fails to meet the specific 15mm bend radii required in compact fluid systems found in modern automotive engine bays. Using a standard profile in these tight spaces leads to kinking, which restricts flow and increases system fatigue.
Bespoke dies allow for unique geometries that integrate multiple functions, such as dual-wall insulation or integrated mounting fins, into a single profile. This integration reduces the need for secondary assembly and ensures a perfect fit within specialized machinery housings.
We specialise in internal diameters ranging from 3mm to 75mm to accommodate diverse industrial needs across the UK. Our tooling capabilities ensure that these complex shapes remain within a strict +/- 0.05mm tolerance range for every metre produced.
Technical Advantages of Thermoplastic Extrusion
Thermoplastics offer superior corrosion resistance in 3.5% saline environments compared to traditional metal piping systems. This chemical stability ensures a longer service life in marine or industrial cleaning applications where oxidation would otherwise cause premature failure.
Flexible polymers like Polyurethane (PU) allow for easier installation in tight 100mm voids because they can navigate corners without the need for additional elbow joints. Best practice suggests using these flexible materials to reduce the number of potential leak points in a fluid circuit.
High-performance materials like Nylon 12 provide a specific working pressure of up to 50 bar when measured at 20°C. For lower pressure requirements, we utilize LDPE to provide a cost-effective solution that remains stable within a temperature range of -30°C to +50°C.
Selecting Thermoplastic Materials for Industrial Performance
UK industrial fluid systems account for approximately 10% of total manufacturing energy consumption.
We've operated from our UK facility since 1985 to ensure bespoke profiles meet these demanding environments.
Selecting a polymer that fails at 40 bar or degrades in diesel leads to catastrophic system downtime.
Our custom extrusion process relies on 100% batch testing to guarantee chemical and thermal stability.
Material selection is the most critical factor in determining the longevity of a custom profile because it dictates the success rate of fluid containment. We limit our production to high-grade Flexible PVC, Nylon, Polyurethane, and LDPE produced under ISO 9001 quality standards.
Every material choice must be substantiated by its chemical compatibility and thermal range, often spanning from -40°C to +80°C. As UK extrusion specialists, we advocate for precision extrusion tolerances of +/- 0.05mm to ensure secure fittings.
Best practice involves testing polymer performance against specific industrial fluids like diesel or corrosive chemicals. In our view, a material is only viable if it maintains its structural integrity under its rated working pressure.
Since our founding in 1985, we've developed bespoke custom extrusion profiles for ID sizes ranging from 3mm to 75mm. This range allows us to serve diverse sectors from automotive fuel lines to medical fluid delivery.
Nylon and Polyurethane for High Pressure Systems
Nylon 11 and 12 are preferred for air systems due to their high burst pressure ratings of up to 50 bar at 20°C. You can find detailed technical specifications for these polymers on our Nylon tube page.
Polyurethane offers exceptional abrasion resistance and a Shore A hardness of 98, which is suited for flexible hosing. This material provides a tight bend radius of 25mm for a 6mm OD tube, which prevents kinks in restricted hydraulic spaces.
In our view, these materials provide the necessary durability for pneumatic tools and automated assembly lines operating at 7 bar. We ensure every batch meets the strict mechanical requirements of British Standard 2782.
Flexible PVC and LDPE for Fluid Transfer
Flexible PVC is ideal for brewery hoses and food-grade applications requiring clear visibility of the fluid flow to prevent contamination. We manufacture these profiles with a wall thickness of 1.5mm to balance clarity with pressure resistance.
LDPE tubing provides a cost-effective solution for low-pressure chemical transfer with water absorption rates below 0.01%. Our low density polythene tube options are frequently utilised in UK laboratories for safe reagent transport.
Best practice dictates that these fluid transfer lines must remain inert to the chemicals they carry. We verify that our LDPE maintains its properties when exposed to common laboratory acids and alkalis.
If you require a specific polymer blend, our technical team can advise on the best material for your application.
Contact us today to discuss your specific technical requirements with our engineering team.
Engineering Technical Specifications and Precision Tolerances
Precision in custom extrusion requires strict adherence to dimensional tolerances to ensure compatibility with standard industrial fittings. Our manufacturing process maintains tolerances as tight as +/- 0.05mm for critical components such as internal diameters in Nylon 12 tubing.
Wall thickness must be calculated to withstand specific hoop stress during operation, particularly for Flexible PVC tubes under continuous load. We use Barlow’s formula to determine the safe thickness required to maintain structural integrity at maximum operating pressures.
In our view, over-specifying tolerances can lead to unnecessary tooling costs without providing tangible performance gains. Best practice involves aligning the specification with the actual functional requirement of the part to ensure cost-efficiency.
As UK extrusion specialists, we advocate for a balanced approach where the material choice, such as LDPE or Polyurethane, matches the environmental exposure. We ensure that every custom extrusion we produce remains stable and functional throughout its intended service life.
Calculating Working Pressures and Safety Factors
Standard industrial hoses should operate with a 3 to 1 or 4 to 1 safety factor to manage unexpected pressure surges. This means a tube with a burst pressure of 60 bar would have a maximum recommended working pressure of 15 bar to 20 bar.
Temperature significantly impacts pressure ratings with most polymers de-rating significantly above 20°C. For high-pressure applications, we recommend a reinforced pvc tube which provides the necessary tensile strength via polyester braiding.
We provide detailed data sheets for all materials, including Nylon 6 and PU, to help engineers calculate performance at elevated temperatures. This technical rigour prevents premature failure in demanding environments like automotive or pneumatic systems.
Tooling Design for Complex Profile Geometries
Bespoke tooling ensures that complex shapes like curtainsider pelmet sections maintain their structural integrity during the cooling process. We use high-grade H13 tool steel to ensure consistent dimensions over production runs exceeding 5,000 metres.
Our in-house design team optimises the flow of molten thermoplastic through the die to prevent internal stresses. This precision is vital for profiles within our 3mm to 75mm range where even minor deviations can affect the final assembly.
By controlling the drawdown ratio during the manufacturing phase, we guarantee that the finished profile meets the exact geometry required. This methodical approach to tooling is what separates a standard product from a high-performance industrial component.
Implementing Custom Tube Forming and Finishing Processes
UK fluid system engineers report that 18% of assembly line downtime stems from fitting failures in complex routing. Modern automotive and industrial layouts require Nylon 11 or 12 lines to navigate tight compartments without kinking. Standard straight extrusions often force technicians to use multiple elbow joints, creating potential leak paths at 50 bar. We solve this through secondary forming processes that create permanent, bespoke geometries in rigid thermoplastics.
Post-extrusion tube forming allows for permanent bends in rigid materials like Nylon 6 or LDPE. This custom extrusion technique eliminates the need for elbow fittings, which are known points of system failure in high-pressure environments.
In our view, removing mechanical joints is the most effective way to improve the 50 bar integrity of a fluid system. We utilise specialised heat-setting techniques developed since 1985 to ensure the polymer retains its formed shape indefinitely.
This is essential for automotive fuel lines and intricate machinery cooling loops where space is restricted to +/- 0.05mm. Formed tubes allow for a much tighter bend radius than standard Flexible PVC, which typically requires five times the outer diameter for safe installation.
The Tube Forming Process Step by Step
Step one involves heating the extruded tube to its material-specific softening point, typically between 80°C and 150°C. This ensures the molecular chains are mobile enough for reconfiguration without compromising the 50 bar pressure rating.
Step two requires placing the softened tube into a bespoke jig to set the required radius accurately to within 0.05mm. Our tooling ensures that even tight bends maintain a consistent internal diameter from 3mm up to 75mm.
Step three is a controlled cooling phase to lock the molecular structure in place permanently. As UK extrusion specialists, we advocate for slow cooling to prevent internal stresses that could lower the 50 bar burst pressure. You can learn more about our specialised tube forming services for industrial applications.
Secondary Operations for Finished Components
Cutting to precision lengths ensures that components are ready for immediate assembly line use. We maintain strict tolerances of +/- 0.05mm on all cut-to-length Nylon and PU components produced in our facility.
Coiling and spiral cutting can be applied to protect hoses from external abrasion. These processes are vital for maintaining the 50 bar pressure rating of Polyurethane lines in high-friction environments.
We recommend our nylon spiral cut hose guard as a robust protective solution for lines exposed to mechanical wear. This finishing step ensures that even the most delicate LDPE tubes remain functional for their entire service life.
Sourcing Bespoke Plastic Profiles from UK Manufacturers
UK manufacturing output reached £224 billion in 2023, highlighting the critical need for localized supply chains that respond to engineering demands. Industrial fluid systems require high-performance tubing capable of withstanding 50 bar pressure to maintain long-term structural integrity. Procuring custom extrusion from overseas often results in 10-week delays and misaligned technical specifications that compromise system safety. We solve these logistical hurdles by providing direct access to our independent manufacturing facility and specialized engineering expertise.
Sourcing from a UK manufacturer reduces logistics lead times from months to days and ensures immediate quality oversight throughout the production cycle. Abbey Extrusions operates a fully independent manufacturing facility focused on technical polymers like Nylon 12 and Polyurethane (PU).
As UK extrusion specialists, we advocate for a partnership model where design and manufacturing happen under one roof to streamline technical communication. This proximity allows for immediate adjustments during the critical tooling phase to ensure every profile meets a tolerance of +/- 0.05mm.
Direct communication with the extrusion engineer prevents costly errors that could otherwise delay a project by several weeks. In our view, eliminating third-party intermediaries is the most reliable way to maintain the 3mm to 75mm ID range precision our clients expect.
Our facility is designed to handle both small-batch bespoke profiles and high-volume production runs without compromising on technical detail. By managing the entire process in-house, we offer competitive pricing while maintaining the high standards expected of British industrial manufacturing.
Quality Assurance and Material Traceability
Every batch of custom extrusion undergoes rigorous dimensional checks and pressure testing up to 50 bar to verify performance. We provide full material traceability to ensure compliance with industrial standards across all Flexible PVC and LDPE profiles.
We utilise precision measuring equipment to verify that every profile meets the exact Shore A hardness required for your specific installation environment. This level of scrutiny is vital for components used in sensitive fluid systems where a failure could lead to significant operational downtime.
Our commitment to quality and service has been the cornerstone of our business since 1985. This longevity ensures that we maintain strict consistency for every order, whether it involves Clear or Braided Flexible PVC for high-pressure applications.
Requesting a Technical Quotation
Provide detailed ID and OD measurements, such as a 6mm ID with a 1mm wall thickness, to ensure maximum accuracy during the quotation phase. Specify the fluid type and operating temperature range, as certain polymers lose structural integrity when exposed to heat above 60°C.
You can find more data in our Nylon Tubing technical guide. Best practice dictates including the required working pressure to determine if a reinforced or rigid profile is necessary for your pneumatic system.
We recommend specifying the required bend radius for flexible applications to ensure the material performs correctly within confined industrial housings. Our engineering team reviews every technical quotation to ensure the selected polymer, such as Nylon 6 or Polyurethane, matches your durability requirements.
Advancing Industrial Performance with Precision Profiles
Selecting the correct thermoplastic, such as Nylon 12 for high-pressure applications or Flexible PVC for specific bend radii, is critical for maintaining system integrity. We ensure every custom extrusion meets technical specifications with tolerances as tight as +/- 0.05mm.
Our manufacturing facility produces bespoke profiles with ID sizes ranging from 3mm to 75mm to suit complex fluid systems. These precise dimensions ensure seamless integration into your existing infrastructure while reducing the risk of operational downtime.
As UK extrusion specialists, we advocate for a commitment to material purity and rigorous quality control. We're proud to support British industry by delivering components that perform reliably under pressures up to 50 bar.
We're ready to apply the technical expertise we've developed since our establishment in 1985 to your next engineering challenge. Our team will ensure your profiles are delivered with the precision and speed that British manufacturing demands.
Frequently Asked Questions
What is the minimum internal diameter for custom tubing
Our manufacturing facility produces custom tubing with a minimum internal diameter of 3mm to support high-precision fluid applications. This technical capability allows for the development of narrow-gauge conduits used in medical environments where space is restricted.
We maintain this 3mm limit to ensure wall thickness remains consistent and the tube doesn't collapse during the high-speed cooling process.
What dimensional tolerances can be achieved in plastic extrusion
We achieve dimensional tolerances as tight as +/- 0.05mm during the custom extrusion cycle for both rigid and flexible profiles. This level of accuracy is vital for components that must interface seamlessly with standard 10mm push-fit connectors without risk of leakage.
Our engineers monitor these tolerances using real-time laser measurement tools to prevent deviations that could compromise the integrity of industrial systems.
Can you manufacture bespoke profiles in Nylon 12
We specialise in manufacturing bespoke profiles using Nylon 12 to meet the demands of high-performance engineering projects across the United Kingdom. This material is chosen for its excellent resistance to stress cracking and its ability to withstand temperatures up to 80°C.
Our Nylon 12 extrusions offer a low moisture absorption rate of less than 1.5% to ensure dimensional stability in humid environments.
What is the maximum pressure rating for your reinforced hoses
Our reinforced hoses are engineered to withstand maximum working pressures of up to 50 bar when operated at 20°C. We achieve this strength by integrating high-tenacity polyester braiding between layers of Flexible PVC or Polyurethane depending on the application.
This reinforcement allows the hose to operate safely without exceeding its 45mm minimum bend radius during heavy-duty industrial use.
Do you offer custom tooling for unique profile shapes
Abbey Extrusions provides in-house custom tooling services to create unique profile shapes that standard dies can't produce. Since our establishment in 1985, we've developed over 1,000 individual tool sets to solve complex design challenges for our B2B partners.
Our tooling process ensures 100% repeatability across production runs exceeding 5,000 metres to maintain strict quality control.
What is the maximum size for tube forming services
We provide tube forming services for components with an internal diameter up to a maximum size of 75mm. This capacity allows us to create pre-formed elbows and coils that simplify the installation of large-bore fluid systems in confined spaces.
Our heat-setting process ensures these 75mm tubes retain their shape permanently even at operating temperatures reaching 55°C.
How do you ensure chemical compatibility for custom hoses
We ensure chemical compatibility by selecting specific polymers like LDPE or Nylon 6 based on the fluid's pH and chemical composition. Best practice involves testing material samples against specific reagents to observe any changes in Shore A hardness or tensile strength.
For example, we advocate for Polyurethane in applications involving abrasive slurries due to its high tear strength at 23°C.
Are your food grade hoses compliant with UK standards
All food grade hoses manufactured at our facility comply with current UK standards for materials intended to come into contact with food. We utilise high-purity Flexible PVC that's free from phthalates and heavy metals to ensure absolute consumer safety.
These hoses are rated for constant use in production systems operating at temperatures up to 60°C without risk of leaching.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.