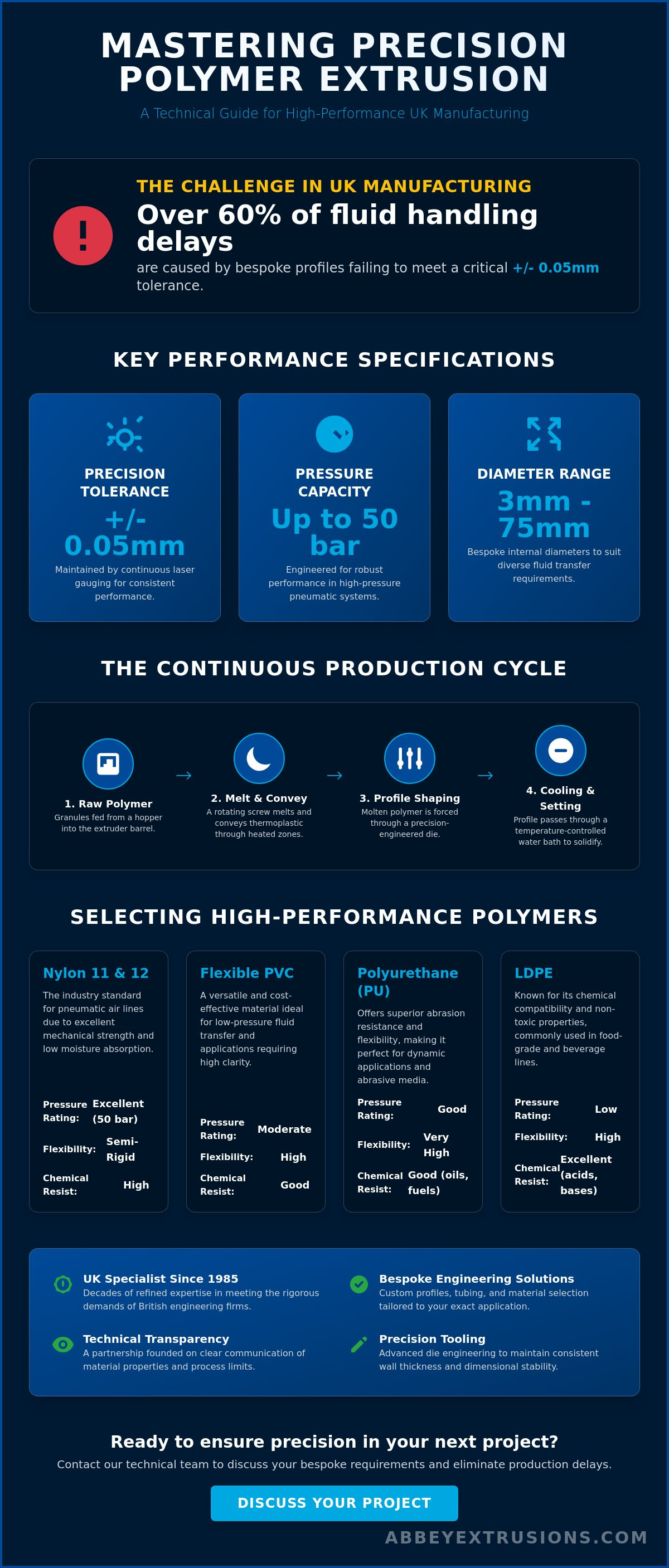
Over 60% of UK manufacturing delays in fluid handling result from bespoke profiles failing to meet a +/- 0.05mm tolerance.
You've likely found that maintaining precision during polymer extrusion for ID sizes between 3mm and 75mm is vital for system integrity.
Identifying a dependable UK partner who understands the chemical compatibility of Polyurethane versus LDPE often proves difficult for engineers.
As specialists established in 1985, we provide the technical clarity required to navigate bespoke industrial specifications for systems up to 50 bar.
We agree that technical transparency is the foundation of a successful partnership in the British manufacturing sector.
You'll learn how to specify materials for high-pressure systems whilst ensuring your components meet a strict +/- 0.05mm tolerance.
This article details the mechanics of our facility and the performance limits of Flexible PVC, Nylon 6, and Nylon 12 materials.
Key Takeaways
- Understand the technical mechanics of polymer extrusion for high-volume manufacturing of tubing with internal diameters ranging from 3mm to 75mm.
- Learn why Nylon 11 and 12 are the industry standard for air lines due to their robust 50 bar pressure capacity.
- Discover how continuous laser gauging maintains a precision tolerance of +/- 0.05mm for consistent performance in high-pressure systems.
- Identify the optimal thermoplastic materials, such as Flexible PVC or Polyurethane, to suit specific chemical environments and flexibility requirements.
- Explore bespoke engineering solutions from a specialist UK manufacturer with technical expertise dating back to 1985.
Please contact our technical team to discuss your specific requirements for industrial polymer extrusion.
Defining Polymer Extrusion in UK Manufacturing
The UK manufacturing sector contributed £224 billion to the national economy in 2023, with polymer processing forming a vital component of this industrial output.
Abbey Extrusions has refined the plastic extrusion process since 1985 to meet the rigorous demands of British engineering firms.
Engineers often struggle to maintain dimensional stability in continuous profiles when using sub-standard tooling or inconsistent resins.
Our approach utilises precision-engineered dies to ensure every millimetre of material meets the exact specifications required for high-pressure environments up to 50 bar.
Polymer extrusion is a high-volume manufacturing process where raw thermoplastic resin is melted and formed into a continuous profile. This method allows for the production of industrial tubing with internal diameters ranging from 3mm up to 75mm to suit diverse fluid transfer requirements.
As UK extrusion specialists, we advocate for precision tooling to maintain consistent wall thickness across production runs exceeding 5,000 metres. This technical rigour is essential for creating bespoke profiles used in critical fluid transfer and structural applications.
The Role of Thermoplastics in Extrusion
Thermoplastics such as Nylon 12 and Flexible PVC are preferred for their ability to be repeatedly melted and solidified without compromising their primary chemical properties. These materials allow for a high degree of recyclability whilst maintaining a tensile strength of up to 50 MPa during the heating phase.
In our view, selecting a polymer with a stable melt flow index is critical for achieving a tolerance of +/- 0.05mm across the entire profile length. We ensure that LDPE and Polyurethane (PU) are processed at specific temperature gradients to prevent thermal degradation and maintain a consistent Shore A hardness.
Industrial Applications for Extruded Tubing
Extruded polymers are vital for pneumatic systems requiring a verified working pressure of up to 50 bar at 20°C. Common applications include diesel fuel hoses and food-grade brewery lines that must meet strict hygiene standards.
Bespoke profiles also serve the transport industry through technical items like curtainsider pelmet sections and Kedar cord. These components provide the necessary UV resistance and structural flexibility required for long-term use on heavy goods vehicles operating in variable climates.
Contact our technical department to discuss your bespoke requirements and polymer extrusion specifications at https://www.abbeyextrusions.com/contactus
The Continuous Production Cycle of Polymer Tubing
UK manufacturing output for plastic products reached approximately £27 billion in recent annual reports.
Abbey Extrusions has refined the polymer extrusion process since 1985 to ensure consistent output for industrial clients.
Fluctuations in thermal zones can cause deviations exceeding our +/- 0.05mm tolerance standard.
We employ a synchronised continuous production cycle to maintain structural integrity across every metre of material.
The cycle begins when raw polymer granules move from a hopper into the extruder barrel via gravity. A rotating screw then conveys these thermoplastics through multiple heated zones to achieve a homogeneous molten state.
This molten material is forced through a bespoke die to create the final cross-sectional profile. Best practice requires immediate cooling in a temperature-controlled water bath to set the dimensions before the product is coiled.
From Raw Polymer to Molten State
Friction from the rotating screw generates approximately 60% of the thermal energy required to melt the polymer. This mechanical heat assists external heater bands in reaching precise processing temperatures for materials like Nylon 12.
As UK extrusion specialists, we advocate for managing temperature profiles within a 1°C margin. Maintaining this strict window prevents polymer degradation and ensures the final tube retains its rated 50 bar burst pressure.
We utilise advanced screw designs to eliminate air bubbles and un-melted granules from the melt. This precision ensures that every polyurethane tube we produce meets high clarity and performance standards.
Shaping and Cooling the Extrudate
The bespoke die must be engineered to account for polymer drawdown whilst the material exits the tooling. Our engineers calculate this shrinkage factor to ensure the finished ID remains within the 3mm to 75mm range required.
Vacuum sizing tanks are often employed to ensure the outside diameter remains perfectly circular during the cooling phase. This process is vital for maintaining our +/- 0.05mm tolerance on rigid profiles and flexible LDPE hoses alike.
In our view, a multi-stage cooling process is essential to prevent internal stresses. Gradual temperature reduction prevents kinking and ensures the material achieves its specified Shore A hardness without becoming brittle.
Please contact our technical team at Abbey Extrusions to discuss your specific material requirements.
Selecting Polymers for High Performance Fluid Systems
UK industrial fluid systems account for approximately 10% of total manufacturing energy consumption.
Since 1985, Abbey Extrusions has utilised advanced polymer extrusion techniques to support these critical sectors.
Choosing a material that fails at 40 bar when the system requires 50 bar leads to costly downtime and safety risks.
We deliver bespoke tubing solutions that meet exact tolerances of +/- 0.05mm to ensure reliable performance in industrial environments.
Material selection is governed by the chemical environment, the specific temperature range, and the required flexibility of the final tube. A tube must maintain its integrity when exposed to industrial cleaners or high-temperature fluids without losing its Shore A rating.
We evaluate the mechanical stress on every bespoke profile to ensure the polymer extrusion process produces a part capable of 50 bar pressure. Our quality control protocols verify that every batch adheres to a strict +/- 0.05mm tolerance for seamless integration.
Proper material selection prevents the degradation of mechanical properties when components are subjected to constant vibration. We utilise our experience to match thermoplastic grades with the specific environmental challenges of the UK manufacturing sector.
Nylon 11 and 12 for Pressure Resistance
Nylon 12 provides excellent dimensional stability across a wide temperature range of -40°C to +80°C. It's the industry standard for high-pressure air lines because it resists moisture absorption and maintains a 50 bar pressure capacity.
We specialise in Nylon recoil air hoses where superior spring-back memory is required for retractable tool lines. As specialists, we recommend Nylon for applications involving oils, greases, and hydraulic fluids due to its low moisture absorption.
This material ensures that air lines don't swell or soften when exposed to humid UK workshop environments. The high tensile strength of Nylon allows for thinner walls whilst maintaining a robust 50 bar working pressure.
Flexible PVC and Polyurethane Options
Flexible PVC can be manufactured in various Shore A hardness levels to balance rigidity with ease of installation. It's often the most economical choice for transferring water or low-pressure air in general industrial settings.
Polyurethane tubing is highly resistant to puncturing and is frequently used in pneumatic control systems for its durability. Its superior bend radius allows for installation in tight spaces where other plastics might kink or collapse.
For laboratory and brewing environments, low density polythene tube provides excellent chemical resistance. We produce these LDPE tubes in sizes ranging from 3mm to 75mm to ensure compatibility with standard UK brewing equipment.
The smooth internal bore of our LDPE products reduces the risk of sediment build-up during long-term fluid transfer. These materials are processed to maintain high purity and withstand the rigours of commercial beverage production.
Contact our technical team to discuss your bespoke extrusion requirements and tolerance specifications.
Engineering Precision and Tolerance Control
UK industrial sectors report that 40% of hydraulic and pneumatic downtime results from seal failures caused by inaccurate tube diameters. Precision in polymer extrusion determines whether a tube fits a standard push-in fitting or causes a costly leak. Variation in raw material viscosity often creates dimensional instability during the manufacturing process. We address these challenges through a combination of closed-loop feedback systems and multi-axis laser measurement.
Achieving a tolerance of +/- 0.05mm requires rigorous control over the haul-off speed and melt pressure. As UK extrusion specialists, we advocate for synchronised drive systems that eliminate micro-fluctuations in the output rate.
Continuous laser gauging monitors the dimensions of the tubing in real-time during the polymer extrusion process. This technology provides a digital profile of every metre produced since our establishment in 1985.
Variations in polymer batch quality can affect the final diameter, requiring constant adjustment of the extruder parameters. Our technicians monitor the melt temperature at 1°C increments to ensure the material flow remains stable across different production runs.
High-quality reinforced PVC tube relies on precise braid angles to ensure pressure ratings are met. We maintain specific braiding patterns that allow the tube to handle working pressures up to 50 bar.
Managing Dimensional Accuracy in Production
As UK extrusion specialists, we advocate for synchronisation between the haul-off unit and the screw speed to prevent stretching or bunching. This precise coordination is the foundation of producing ID sizes from 3mm to 75mm.
Wall thickness is a critical safety factor measured to 0.01mm precision, especially for tubing used in high-pressure pneumatic circuits. We verify these dimensions to ensure the Nylon 12 or PU material maintains its structural integrity under load.
In our view, consistent cooling is the most overlooked factor in maintaining tight tolerances. Our water troughs are temperature-controlled to within 2°C to prevent the polymer from warping or shrinking unevenly.
Testing Pressure Limits and Durability
Every batch of pressure tubing undergoes burst testing to verify it meets the 50 bar safety threshold. This destructive testing ensures that our Flexible PVC and LDPE products perform safely in industrial environments.
Flexibility is tested by determining the minimum bend radius before the tube wall begins to collapse. For example, a tube with a 10mm OD might require a 50mm bend radius to prevent kinking during installation.
Environmental stress cracking tests ensure the polymer won't fail prematurely when exposed to industrial chemicals. We subject samples to accelerated ageing to confirm the material's lifespan exceeds standard 12-month warranty periods.
Explore our full range of Nylon and PU tubing solutions for high-precision applications.
Please contact our technical team to discuss your bespoke manufacturing requirements at https://www.abbeyextrusions.com/contactus
Bespoke Profile and Tubing Manufacture at Abbey Extrusions
Industrial fluid systems require precise thermoplastic components to maintain operational safety.
Standard off-the-shelf tubing often fails to meet the specific tolerances or chemical resistances needed for specialised machinery.
Abbey Extrusions provides bespoke engineering and manufacturing to deliver exact polymer extrusion profiles.
Since 1985, Abbey Extrusions has specialised in technical thermoplastic solutions for a global client base. Our facility produces custom profiles and tubing with ID sizes ranging from 3mm to 75mm to meet unique engineering requirements.
We provide technical support from the initial design phase through to final production to ensure every component performs under pressure. As UK extrusion specialists, we advocate for precise material selection to match specific environmental stressors.
We offer tube forming services to create pre-bent shapes for complex engine bays or machinery. These permanent sets prevent kinking in tight installations, maintaining a consistent flow rate across the system.
It's common for custom projects to require high-pressure ratings up to 50 bar for hydraulic or pneumatic applications. Our polymer extrusion process is refined to meet these rigorous industrial standards without compromising flexibility.
Custom Tooling for Unique Industrial Profiles
Our in-house tooling capabilities allow us to develop bespoke dies for specialised items like Kedar cord. We work closely with clients to optimise profile designs for both functionality and ease of manufacture.
Bespoke extrusions can be produced in specific colours or with anti-static properties for sensitive environments. Our engineering team maintains tolerances of +/- 0.05mm to ensure every profile integrates perfectly with existing hardware.
In our view, custom tooling is the only way to achieve the exacting geometry required for modern industrial seals. We use high-grade steel for our dies to ensure consistency over long production runs.
Sourcing UK Manufactured Polymer Components
Choosing a UK manufacturer ensures shorter lead times and a lower carbon footprint for your supply chain. We maintain a vast stock of raw materials including Nylon 12, PU, and PVC to ensure rapid response to orders.
Our commitment to quality and service has made us a trusted partner for industrial tubing since 1985. As UK extrusion specialists, we advocate for domestic production to ensure rigorous quality control on every batch.
We provide detailed material data sheets for all our Flexible PVC and Polyurethane products. This transparency helps engineers calculate the exact Shore A hardness required for their specific application whilst ensuring polymer extrusion efficiency.
Contact our technical team for a bespoke polymer extrusion quote at https://www.abbeyextrusions.com/contactus
Optimising Industrial Performance Through Technical Expertise
Selecting the correct thermoplastic, such as Nylon 12 for its 50 bar pressure resistance, ensures your fluid systems remain reliable under heavy mechanical stress. We maintain precision tolerances of +/- 0.05mm to guarantee every bespoke profile, available in ID sizes from 3mm up to 75mm, integrates perfectly into your existing industrial assemblies whilst reducing material waste.
As UK specialists established in 1985, we believe high performance polymer extrusion relies on the synergy between material science and engineering accuracy. Our team focuses on delivering consistent quality for both rigid and flexible applications, ensuring that components like our LDPE tubing provide the specific flexibility required for your complex layout.
We're ready to help you achieve the exact specifications your project requires for long-term operational success throughout your 24 hour production cycle. We look forward to discussing your technical requirements and supporting your manufacturing goals with British engineering excellence that has defined our service for over 38 years.
Contact our technical team today to discuss your specific polymer extrusion requirements and receive a detailed quote.
Frequently Asked Questions
Definition of polymer extrusion
Polymer extrusion is a continuous manufacturing process where thermoplastic resin is melted and pushed through a shaped die to create profiles or tubing. Since 1985, we've utilised this method to produce tubing with internal diameters from 3mm to 75mm for diverse industrial uses.
This process ensures long lengths of plastic products maintain consistent cross-sections throughout the entire production run.
Common materials for industrial extrusions
Our material selection includes Nylon 11 and 12, Flexible PVC, Polyurethane, and Low Density Polyethylene. We select these thermoplastics based on technical requirements, such as the ability of Nylon 12 to withstand working pressures up to 50 bar.
These materials provide the necessary thermal stability and chemical resistance for demanding industrial environments.
Manufacturing bespoke profiles and custom shapes
We manufacture bespoke profiles by creating custom dies that precisely match specific engineering drawings. This specialised tooling allows for unique shapes like curtainsider pelmets or complex seals to be produced with tolerances of +/- 0.05mm.
Our team specialises in developing these custom tools to meet exact application needs.
Pressure ratings for high performance tubing
High-performance extruded tubing manufactured from Nylon 12 handles working pressures of up to 50 bar depending on the specific wall thickness. It's essential to verify the burst pressure rating at specific temperatures to ensure system safety during operation.
We also offer reinforced variants for applications where standard tubing lacks sufficient hoop strength.
Managing production tolerances
We manage tolerances through real-time laser gauging and precise control of the extruder screw speed and haul-off units. Our standard tolerance is +/- 0.05mm to ensure tubing fits perfectly with standard pneumatic or fluid fittings.
Consistent cooling in vacuum tanks prevents dimensional drifting during the manufacturing run.
Benefits of the tube forming service
Our tube forming service allows extruded tubing to be set into permanent and complex shapes for specific installations. This is particularly useful for fuel lines or air systems where space is limited and a pre-set bend radius is required.
The process ensures the tubing maintains its internal diameter without kinking during use.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.