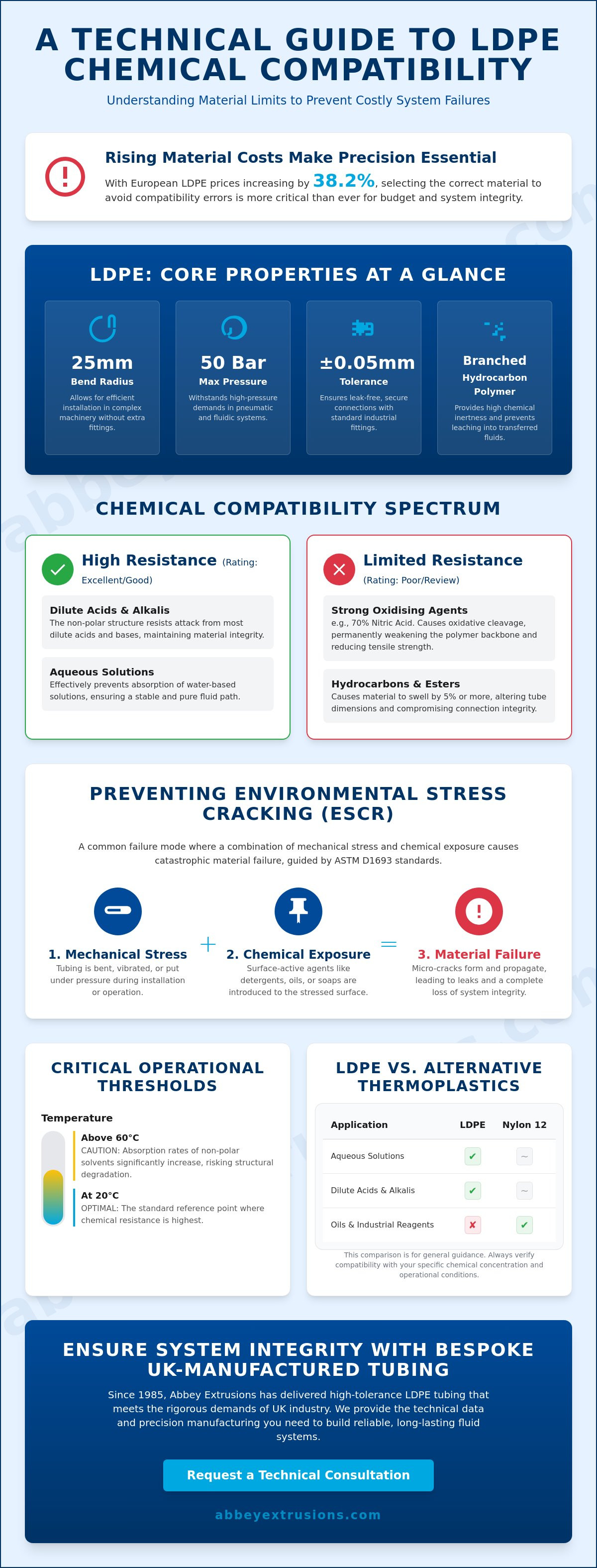
European LDPE prices reached US$2.75/KG in April 2026, a 38.2% increase that makes errors in the chemical compatibility of low density polyethylene more costly than ever.
As UK extrusion specialists since 1985, we've seen how precise material selection determines the long-term integrity of industrial fluid systems.
In our view, failures often stem from a misunderstanding of ASTM D1693 standards, leading to environmental stress cracking (ESCR) when tubes are exposed to surface-active chemicals.
We provide the technical data required to confirm LDPE suitability for your specific reagents while maintaining tolerances of +/- 0.05mm to ensure leak-free connections.
You likely recognise that fluid system integrity relies on matching the right thermoplastic to its operational environment.
This article details the mechanical limits of Polythene to ensure your tubing handles pressures up to 50 bar without material degradation.
We will analyse the ISO/TR 10358:1993(E/F) standards and explain how to source high-tolerance tubing for bespoke industrial applications.
Key Takeaways
- Learn how the branched hydrocarbon structure of LDPE provides high resistance to dilute acids and alkalis whilst preventing the absorption of many aqueous solutions.
- Identify the critical technical limits regarding the chemical compatibility of low density polyethylene to prevent material swelling or degradation when exposed to strong oxidising agents.
- Compare LDPE against alternatives like Nylon 12 to determine which thermoplastic offers the superior resistance required for your specific industrial reagents or oils.
- Understand the mechanics of Environmental Stress Cracking (ESCR) and how common surface-active agents like detergents can compromise the integrity of Polythene systems.
- Source bespoke UK-manufactured tubing with precise tolerances of +/- 0.05mm to ensure your fluid system meets the rigorous demands of industrial environments.
Understanding Low Density Polyethylene Chemical Resistance
LDPE is a branched hydrocarbon polymer that demonstrates high resistance to dilute acids and alkalis. Its non-polar nature effectively prevents the absorption of many aqueous solutions, which maintains the integrity of the fluid path during industrial operations.
Understanding the chemical compatibility of low density polyethylene requires a strict focus on the standard 20°C reference point. Resistance is highest at this ambient temperature, providing a stable baseline for most industrial applications involving chemical transfer.
As UK extrusion specialists, we advocate for verifying material behaviour before full system installation. This involves testing the polymer against the specific reagent concentration to ensure long-term stability and prevent system leaks.
We have observed that thermal loads above 60°C can significantly alter the absorption rates of non-polar solvents. Maintaining a precise operating window is essential for preventing structural degradation that leads to material failure.
The molecular structure of Polythene
The branched chain structure of Low-Density Polyethylene (LDPE) provides the necessary flexibility for a 25mm bend radius. This mechanical property allows for efficient installation in complex machinery without the need for additional elbows or fittings.
Molecular stability stems from the lack of reactive functional groups within the carbon backbone, leading to high chemical inertness. This ensures that the material does not leach contaminants into the transferred fluid, preserving the purity of the medium.
Abbey Extrusions has refined these specific material blends since 1985 to meet demanding industrial standards. Our expertise ensures that every batch of low-density polythene tube performs predictably under mechanical and chemical stress.
We manufacture these profiles with tolerances of +/- 0.05mm to ensure a secure fit with standard pneumatic and fluidic connectors. Precision at the 50-micron level is vital for systems operating at pressures reaching 50 bar.
Rating scales for chemical compatibility
Industrial charts typically use a rating system ranging from Excellent to Poor to categorise material performance. An Excellent rating implies that the material shows no significant change in physical properties after 30 days of continuous exposure.
Best practice dictates that any rating below Good requires a specific technical review by a qualified engineer. This review assesses the potential for swelling or softening that could compromise system safety and lead to premature failure.
In our view, the chemical compatibility of low density polyethylene is the primary factor in preventing environmental stress cracking. We provide detailed data sheets to assist in the selection of the most durable thermoplastic for your environment.
Our commitment to quality and service ensures that technical limits are clearly defined before production begins. This transparency builds long-term trust with our B2B partners across the UK manufacturing sector.
Evaluating Reagent Impact on Polyethylene Molecular Structures
Strong oxidising agents, such as 70% concentrated nitric acid, initiate a process of oxidative cleavage that permanently weakens the polyethylene carbon backbone. This reaction reduces the tensile strength of the material, potentially compromising the ability of a 6mm ID tube to withstand pressures up to 50 bar.
Certain hydrocarbons and esters cause the polymer to swell by 5% or more as they penetrate the amorphous regions of the material. This physical change alters the internal diameter of the tube, which we strictly control at a tolerance of +/- 0.05mm during the extrusion process to ensure secure connection with pneumatic fittings.
Our manufacturing process, established in 1985, ensures that the chemical compatibility of low density polyethylene is maximised through high-purity polymer selection. We avoid the use of low-grade fillers that could leach into your system and compromise fluid purity or alter the Shore D hardness of the final product.
As UK extrusion specialists, we advocate for reducing working pressure ratings as temperatures rise above the 20°C benchmark. Increased thermal energy accelerates chemical attack, meaning a reagent that is safe at room temperature may cause failure when temperatures reach 60°C.
Detailed data regarding these interactions is available in this LDPE Chemical Resistance Chart, which serves as a vital resource for system designers. We utilise these technical profiles to ensure our clients receive the most durable solutions for their fluid systems.
Inorganic acids and alkalis
LDPE remains stable when transporting 10 percent sulphuric acid solutions, showing no loss of mechanical properties or structural integrity. However, concentrations exceeding 60 percent at elevated temperatures can lead to embrittlement of the low-density polythene tube.
Best practice involves regular inspection of seal integrity in caustic environments to prevent leaks at connection points. Maintaining precise wall thickness ensures the tubing survives the 30-day immersion tests required for an "Excellent" rating in industrial compatibility charts.
We recommend a maximum working temperature of 50°C for most inorganic acids to maintain a safety factor of 3:1. Exceeding this limit often requires a transition to a more rigid thermoplastic or a thick-walled bespoke profile to prevent system failure.
Organic solvents and hydrocarbons
Non-polar solvents can permeate the polymer wall over time, which may lead to fluid loss or environmental contamination. Aromatic hydrocarbons pose a specific risk by causing significant mechanical softening that reduces the Shore D hardness of the material by 15% or more.
For specific oil transfer applications where LDPE might swell, we suggest using our Polyurethane Tube as a high-performance alternative. This material provides the chemical resistance required for fuels and mineral oils whilst maintaining a 35mm bend radius for easy installation.
If you require a custom solution for your chemical environment, you can contact our engineering team for a bespoke profile. We can organise testing to confirm the chemical compatibility of low density polyethylene for your specific reagent concentration and thermal environment.
Comparing LDPE Compatibility with Alternative Thermoplastics
Selection of the correct thermoplastic requires a detailed analysis of reagent interaction and mechanical load requirements. We produce LDPE, Nylon, and PVC variants in sizes from 3mm to 75mm to accommodate diverse industrial specifications.
Whilst LDPE excels in its resistance to aggressive acids, Nylon 12 is often the preferred choice for systems transporting mineral oils or fuels. Evaluating the chemical compatibility of low density polyethylene ensures you select a material that remains stable under low-pressure conditions up to 10 bar.
LDPE versus Nylon 12 performance
Polythene demonstrates negligible moisture absorption, whereas Nylon tube variants can absorb up to 1.5% water by weight in humid conditions. This stability makes LDPE ideal for precise fluid metering where dimensional changes must not exceed our +/- 0.05mm tolerance.
Nylon provides significantly higher burst pressures reaching 50 bar, making it the standard for hydraulic and pneumatic power lines. In our view, the Chemical Compatibility of LDPE makes it the superior choice for high-purity water systems due to its lack of extractable additives.
As UK extrusion specialists, we advocate for Nylon when mechanical toughness and a Shore D hardness of 65 to 70 are priorities. However, for dilute acid transfer, LDPE remains the favourite due to its inherent chemical inertness.
LDPE versus Flexible PVC applications
The chemical leaching profiles of PVC tube differ from Polythene due to the presence of plasticisers in flexible PVC blends. LDPE is often the preferred material for brewery hose applications because it eliminates the risk of plasticiser migration that can affect beverage flavour.
Flexible PVC offers a tighter bend radius of 15mm for a 6mm tube, whereas LDPE requires 25mm to avoid kinking. For chemical transfer, the non-polar nature of Polythene provides a broader safety margin against reagent contamination.
Our manufacturing facility, established in 1985, specialises in creating bespoke profiles that balance these material trade-offs. You can consult our technical data on low-density polythene tube to compare specific industrial resistance ratings.
Preventing Environmental Stress Cracking in LDPE Systems
Environmental Stress Cracking (ESCR) is a premature failure mode where a polymer develops micro-cracks under multi-axial stress whilst exposed to specific reagents. This phenomenon occurs even when the reagent doesn't chemically attack the polymer backbone through traditional oxidation.
Common surface-active agents like industrial detergents or wetting agents significantly accelerate the risk of failure in industrial fluid systems. In our view, the chemical compatibility of low density polyethylene is highly sensitive to these catalysts when the material is under constant mechanical load.
Mechanical tension from tight bend radii, specifically those tighter than 25mm for a standard tube, increases the vulnerability of the polymer chain. Stress concentrates at these points, allowing reagents to penetrate the surface and initiate structural cracks that lead to system leaks.
Maintaining a 10-year service life requires a system design that minimises residual stress during the installation process. We advocate for a conservative approach to routing to ensure the long-term integrity of the fluid path in high-pressure environments.
You can order bespoke LDPE tubing here to ensure your system uses the highest quality UK-manufactured material designed to resist ESCR.
Identifying ESCR triggers
Alcohols and silicones act as primary catalysts for stress cracking in LDPE by lowering the surface energy required for crack propagation. These substances facilitate rapid failure when the tube is under tension, even at low operating pressures.
Cracks frequently appear at the fitting interface where the mechanical stress from the connector is at its peak. We recommend regular inspection intervals of 6 months for any tubing exposed to aggressive cleaning chemicals or surfactants.
Abbey Extrusions has refined its material blends since 1985 to improve resistance to these common industrial triggers. Our manufacturing expertise ensures that the chemical compatibility of low density polyethylene remains a reliable factor in your system design.
Mitigation through system design
Tube Forming allows for the creation of pre-bent sections that match your machinery layout perfectly without introducing internal stress. This bespoke process eliminates the stored energy found in forced bends, preserving the inherent chemical resistance of the polymer.
Reducing mechanical strain ensures the material retains its Shore D hardness and structural stability over thousands of operational hours. Our +/- 0.05mm tolerance ensures that fittings provide a secure seal without over-stressing the tube wall during assembly.
As UK extrusion specialists, we advocate for using formed sections in any system where ID sizes range from 3mm to 75mm. This approach prevents the material degradation that typically follows the use of standard straight tubing in confined spaces.
Sourcing Bespoke LDPE Tubing with Precise Technical Tolerances
Abbey Extrusions has operated as a specialist UK manufacturer since 1985, providing bespoke solutions for complex industrial fluid systems. We offer a comprehensive range of ID sizes from 3mm to 75mm to accommodate diverse volume and flow requirements across the manufacturing sector.
Sourcing directly from our facility ensures that the chemical compatibility of low density polyethylene is optimised for your specific operating environment. We tailor our extrusion profiles to withstand exact reagent concentrations whilst maintaining structural integrity under pressures up to 50 bar.
Quality assurance in UK manufacturing
We employ rigorous testing protocols to ensure consistent polymer density across every production batch we manufacture. This high level of precision is essential for maintaining the chemical compatibility of low density polyethylene in demanding applications where material failure is not an option.
Our bespoke tooling maintains a strict +/- 0.05mm tolerance, ensuring that every low-density polythene tube fits perfectly with industrial connectors. This accuracy prevents the mechanical stress at the fitting interface that often leads to environmental stress cracking in lower-quality alternatives.
We exclusively use virgin grade LDPE to guarantee maximum chemical stability and long-term structural performance. By avoiding recycled fillers, we ensure that the Shore D hardness remains consistent throughout the entire length of the extrusion run.
Our testing includes 30-day immersion cycles to verify that the polymer retains its mechanical properties when exposed to aggressive industrial reagents. We monitor our production lines constantly to ensure that wall thickness remains uniform, which is vital for maintaining a safety factor of 3:1.
Customisation for specialist applications
For outdoor chemical transfer lines, we can incorporate UV stabilisers to prevent material embrittlement caused by prolonged solar radiation. These additives extend the service life of the tubing whilst maintaining its inherent resistance to dilute acids and alkalis at temperatures up to 50°C.
Our production facility can organise the manufacture of tubing in various colours to facilitate clear line identification within complex fluidic systems. This service helps engineers manage multiple fluid paths safely and reduces the risk of cross-contamination during routine maintenance procedures.
As UK extrusion specialists, we advocate for thorough material verification before final system integration. We encourage engineers to request samples for compatibility testing in their specific centre to confirm performance under actual working conditions.
We specialise in developing bespoke profiles that meet the unique geometric requirements of modern industrial machinery. Our commitment to quality and service ensures that every project benefits from our decades of technical expertise in thermoplastic extrusion.
Securing Fluid System Integrity with Technical Precision
Industrial success depends on recognising that the chemical compatibility of low density polyethylene is a variable factor influenced by thermal load and mechanical stress. We've established that maintaining a 25mm bend radius and avoiding strong oxidising agents like nitric acid are essential for preventing system failure.
As a UK manufacturer established in 1985, we provide the technical expertise needed to navigate these material limits. Our production facility maintains tolerances of +/- 0.05mm to ensure that every tube, from 3mm to 75mm ID, integrates seamlessly into your industrial environment.
By prioritising virgin grade materials and bespoke extrusion profiles, you can eliminate the risk of environmental stress cracking. We look forward to supporting your next engineering project with precision-engineered thermoplastics.
Frequently Asked Questions
Chemical resistance at elevated temperatures
Material stability decreases rapidly when temperatures exceed the standard 20°C reference point. At 60°C, the chemical compatibility of low density polyethylene is compromised by increased absorption rates of non-polar solvents.
This thermal sensitivity requires engineers to derate pressure capacity significantly to ensure the system remains safe and leak-free during continuous industrial operation.
Compatibility with strong oxidising agents
LDPE shows poor resistance to strong oxidisers like 70% nitric acid or fuming sulphuric acid. These reagents cause oxidative cleavage of the polymer backbone, leading to a permanent loss of tensile strength and eventual embrittlement.
Best practice involves selecting a more resistant thermoplastic if concentrations exceed 60% at ambient temperatures to avoid a catastrophic system failure.
Suitability for food grade applications
Polythene is ideal for food contact because it is chemically inert and contains no migrating plasticisers. It remains stable when transporting aqueous liquids at temperatures up to 50°C without altering the flavour profile of the medium.
We ensure all virgin grade materials meet the necessary purity standards for consistent performance in brewery and food processing environments across the UK.
Resistance to ultraviolet radiation
Natural LDPE will embrittle within 12 months of direct sunlight exposure due to photo-oxidation. We resolve this by adding specific UV stabilisers to our bespoke profiles to ensure long-term outdoor durability for chemical transfer.
These additives allow the tubing to maintain its 45 Shore D hardness even when exposed to harsh environmental conditions over several years.
Maximum working pressure at 20 degrees Celsius
Standard industrial LDPE tubing typically handles working pressures up to 10 bar at ambient temperatures. Our 6mm OD profiles are manufactured with a tolerance of +/- 0.05mm to maintain a 3:1 safety factor against bursting.
This precision prevents leaks at connection points whilst maintaining the structural integrity of the fluid path during high-pressure cycles.
Difference between LDPE and HDPE chemical compatibility
HDPE has a higher density of 0.941 g/cm³ which provides slightly better resistance to solvent permeation than LDPE at 0.910 g/cm³. Whilst HDPE is more rigid, LDPE is the favourite for applications requiring a 25mm bend radius and high flexibility.
This flexibility allows for easier installation in confined industrial spaces without the risk of kinking or structural damage.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a start-up into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.