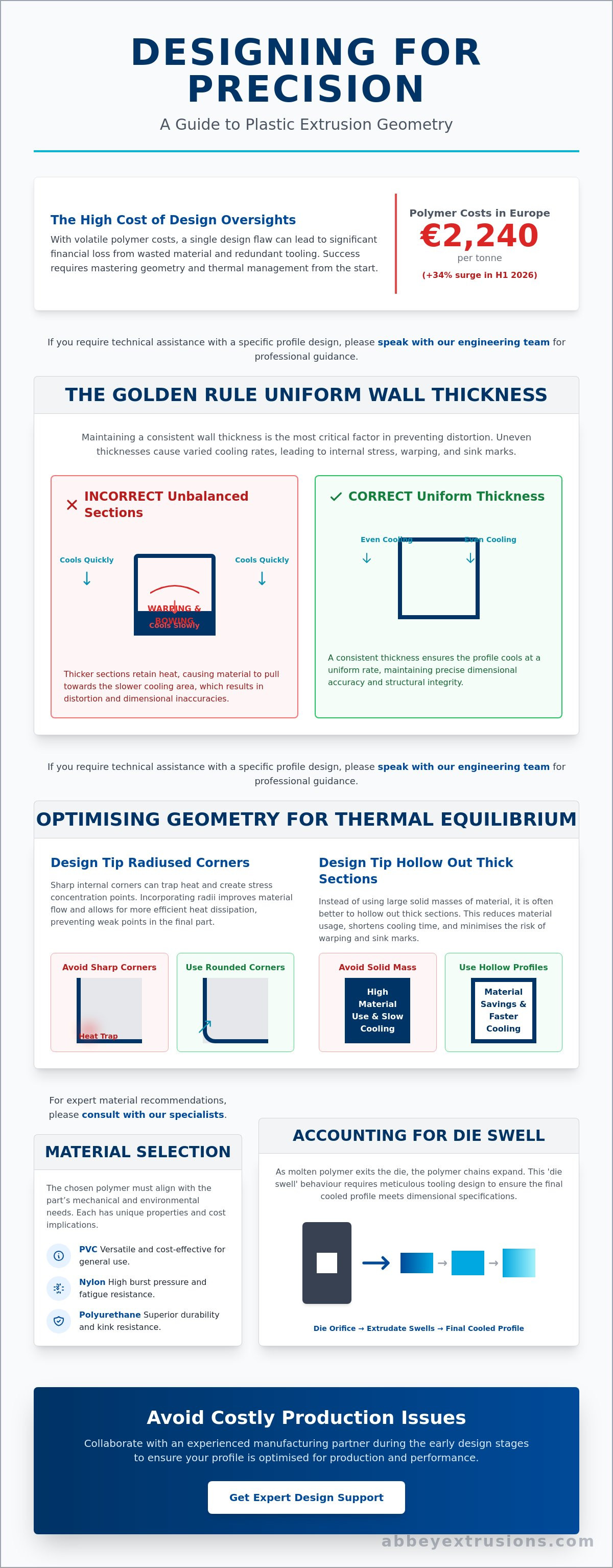
Did you know that polypropylene prices surged by up to 34% in the first half of 2026? With polymer costs reaching €2,240 per tonne in Europe, a single design oversight can lead to substantial financial losses through wasted material and redundant tooling. We recognise the technical challenges you face, from profile warping during cooling to the frustration of inconsistent wall thicknesses in complex shapes. These issues often arise when the initial design does not account for the specific thermal behaviour of the chosen polymer.
Key Takeaways
- Achieve structural integrity by maintaining uniform wall thickness to prevent warping and internal stresses during the cooling process.
- Select the most suitable polymer, such as PVC or Low Density Polyethylene, based on the specific environmental and mechanical requirements of your industrial application.
- Use this plastic extrusion design guide for manufacturing to understand how to manage the transition from molten material to a finished profile whilst maintaining precise internal dimensions.
- Account for wider tolerances in extruded profiles compared to machined metal parts to ensure your designs remain functional and cost effective.
- Collaborate with an experienced manufacturing partner during the early design stages to identify potential production issues before investing in expensive tooling.
If you require technical assistance with a specific profile design, please speak with our engineering team for professional guidance.
Fundamentals of uniform wall thickness and geometry
The Plastic extrusion process is a continuous manufacturing method where molten polymer is forced through a precisely shaped die to create profiles of a constant cross-section. Within this plastic extrusion design guide for manufacturing, we must emphasise that geometry is the primary determinant of part quality. Achieving a uniform wall thickness is the most critical factor in preventing distortion. When a profile exits the die, it's in a semi-molten state. If the wall thicknesses vary across the geometry, the material will cool at different rates. This leads to internal stresses as the thicker sections contract more slowly than the thinner regions, often resulting in sink marks or significant dimensional inaccuracies.
We also need to consider the phenomenon of die swell. As the polymer chain molecules are compressed through the die and subsequently released, they naturally expand. This behaviour requires meticulous die design to ensure the final cooled dimensions align with the original specification. Precision is non-negotiable here. Different polymers, such as those used in our PVC tube production, exhibit varying degrees of expansion. Even a minor deviation in the cooling rate can compromise the entire production run, leading to scrapped material and increased costs.
The impact of unbalanced wall sections
Thicker sections of a profile inevitably retain heat for longer periods than thinner walls. This thermal imbalance causes the material to pull towards the area that is still cooling, which leads to bowing or twisting along the length of the extrusion. To mitigate this, we recommend maintaining a consistent wall thickness throughout the design. Where transitions are necessary, they should be gradual. Incorporating radius corners is another essential practice. These radii improve the material flow through the die and reduce the likelihood of stress concentrations that could compromise the structural integrity of the profile. It's often better to hollow out a thick section than to risk the warping caused by solid mass.
Designing for thermal equilibrium
The transition from a molten state to a solid state occurs during the calibration phase. This is a delicate process where the profile is pulled through a series of sizing plates whilst being cooled. We utilise water baths and vacuum sizing to ensure the profile maintains its intended shape as it loses heat. If a design includes sharp internal corners, these areas can trap heat and act as thermal insulators. This leads to localised weak points and potential failure under load. Ensuring all corners are rounded allows for more efficient heat dissipation and a more stable manufacturing cycle. By managing these thermal factors, we ensure the final product meets the high standards expected in British industrial applications.
If you need assistance selecting the most appropriate material for your specific environment, please consult with our technical specialists today.
Material selection for industrial tubing and profiles
Choosing the correct polymer is as fundamental as the geometry itself. This plastic extrusion design guide for manufacturing highlights that material properties must align with the operational environment to prevent premature part failure. In British manufacturing, PVC remains a versatile choice due to its ease of processing and cost effectiveness. However, designers must weigh the benefits of rigidity against the necessity of flexibility. Whilst rigid PVC provides excellent structural support, flexible variants are essential for applications requiring vibration dampening or tight routing. With Low-Density Polythene prices increasing by up to €300 per tonne in early 2026, efficient material selection is now a fiscal priority as much as a technical one.
For high pressure pneumatic systems, our Nylon tube selection offers the necessary burst pressure ratings and fatigue resistance. Conversely, if your application involves high levels of friction or abrasive contact, Polyurethane tube provides superior durability and kink resistance. Each material choice carries specific trade-offs regarding temperature range, pressure capacity, and long term environmental stability. Selecting a polymer that is over-specified for the application can lead to unnecessary expenditure, whilst under-specifying risks catastrophic system failure.
High performance polymers for technical applications
Nylon 11 and Nylon 12 are frequently compared for fuel and air line applications. Nylon 11 offers slightly better impact resistance at low temperatures, whereas Nylon 12 provides superior dimensional stability due to its lower moisture absorption rate. For extreme environments involving aggressive chemicals or high temperatures, fluoropolymers like PTFE and FEP are indispensable. These materials maintain their properties where standard polymers would degrade. For a deeper analysis of these properties, you may refer to our technical guide to nylon tubing.
Chemical and thermal resistance considerations
Environmental factors often dictate the choice between Low-Density Polythene tube and PVC. Polythene is prized for its chemical inertness and flexibility at low temperatures, making it ideal for fluid transfer. PVC, whilst more susceptible to certain solvents, offers excellent flame retardancy. If a profile is intended for outdoor use, the inclusion of UV stabilisers is mandatory to prevent brittleness and colour fading. Regulated sectors, such as the food and beverage industry, require specific food grade certifications to ensure safety and compliance. Similarly, anti-static variants are crucial for environments where static discharge could pose a fire risk. Discussing your requirements with a specialist manufacturer can ensure you don't over-specify and inflate costs unnecessarily.
For expert advice on developing complex hollow profiles or reinforced structures, please get in touch with our technical team to discuss your project requirements.
Designing hollow sections and reinforced structures
Creating hollow profiles introduces a specific set of engineering challenges that differ significantly from solid extrusions. The primary difficulty lies in maintaining precise internal dimensions whilst the material is in its semi-molten state. Unlike a solid profile that can be supported externally during cooling, the inner walls of a hollow section have no physical support once they leave the die. This plastic extrusion design guide for manufacturing stresses that internal geometry must be kept as simple as possible. Designing hollows within hollows, for example, is generally discouraged in basic designs because it complicates the cooling process and often leads to structural instability or internal collapse.
To produce these shapes, we utilise bridge dies. These specialised tools split the molten polymer flow around internal supports, known as legs, before fusing the material back together around a central mandrel. Whilst this allows for the creation of continuous voids, it also introduces weld lines where the material rejoins. These lines must be carefully managed to ensure they don't become points of mechanical failure. For applications requiring enhanced pressure resistance, such as industrial fluid transfer, we often manufacture reinforced PVC tube. In these instances, the design must accommodate the additional thickness of the reinforcement layer without compromising the overall flexibility or outer diameter of the product.
Limitations of internal detail in hollows
During the cooling phase, there is no internal mandrel to prevent the hollow section from sagging or distorting. To counteract this, we inject regulated air pressure into the void to support the walls until the polymer reaches its solid state. Intricate internal details are difficult to maintain because the air pressure acts uniformly, which can round off sharp internal features. If your design requires complex internal geometry, it's often more effective to open the profile into a "C" or "U" shape where the features can be reached by external calibration tools.
Designing for reinforced and multi-layer hoses
Reinforced hoses are constructed by applying a textile braid between two layers of extruded material. This process requires a precise calculation of wall thicknesses; the inner core must be thick enough to support the braiding process, whilst the outer cover must provide sufficient protection without making the hose excessively rigid. Maintaining this balance is essential for the longevity of the product in high pressure environments. For more detailed data on how these layers interact, you can refer to our guide to reinforced PVC hose performance specifications.
If you require precise dimensional advice for a complex assembly, please contact our technical department for a detailed consultation.
Managing tolerances and secondary tube forming
Designers transitioning from metal machining to polymer processing must adjust their expectations regarding dimensional precision. Plastic extrusions naturally have wider tolerances than machined metal components. This variance is a result of the thermal expansion and contraction mentioned earlier in this plastic extrusion design guide for manufacturing. Polymers are inherently sensitive to their environment. A profile's length can fluctuate significantly based on ambient temperature changes or moisture absorption. For instance, certain grades of Nylon are hygroscopic and will swell slightly as they absorb water from the atmosphere. It's therefore essential to design mating parts with enough clearance to accommodate these natural variations without compromising the assembly's function.
We recommend that engineers focus on functional tolerances rather than aesthetic ones. Specifying a tolerance that is tighter than the application requires only serves to increase production waste and manufacturing costs. By allowing for reasonable deviations, you ensure a more stable and cost-effective production run. This is particularly important when working with flexible materials where the material's "memory" can cause it to return to its original shape slightly after it leaves the sizing equipment. Understanding these material behaviours is the key to a successful manufacturing partnership.
Standard manufacturing tolerances in the UK
In the UK, we often refer to relevant BS EN standards to define acceptable deviations in profile dimensions. These standards provide a framework for both linear and cross-sectional measurements. The achievable tolerance is heavily influenced by the material's durometer, or hardness. Harder polymers generally allow for tighter control because they resist deformation during the pulling and cooling stages. Conversely, softer elastomers are more prone to stretching and compression, which necessitates a more relaxed approach to dimensional limits. We organise our processes to minimise these effects, but the physics of the material remains a constant factor.
Post-extrusion tube forming and shaping
Sometimes a straight extrusion isn't enough to meet the requirements of a complex installation. This is where tube forming becomes an invaluable secondary operation. We can take straight lengths of tubing and form them into permanent curves, coils, or bespoke shapes using heat and specialised jigs. When designing for custom bends, it's vital to consider the minimum bend radius. If a bend is too tight, it can lead to kinking or significant wall thinning on the outer radius, which reduces the burst pressure of the hose. Applying the techniques detailed in this plastic extrusion design guide for manufacturing ensures that your secondary operations are as efficient as the primary extrusion run. Bespoke forming often eliminates the need for separate elbow fittings, which reduces the number of potential leak points in your system. If your project involves intricate routing, ask us about our forming capabilities to see how we can simplify your assembly process.
To ensure your next project is engineered for manufacturing efficiency, please reach out to our technical team for a professional design review.
Optimising production with a UK extrusion partner
Involving a manufacturer at the earliest design stage is the most effective way to ensure a product is viable for high volume production. This plastic extrusion design guide for manufacturing has highlighted the technical complexities of polymer behaviour; however, a local partner provides the practical insight needed to navigate these variables. By reviewing technical drawings before tooling is commissioned, we can identify minor adjustments that significantly improve material flow or cooling efficiency. This proactive approach prevents the costly delays and modifications that often arise when design flaws are only discovered during initial trials. Early collaboration is a cornerstone of industrial reliability.
We also evaluate whether existing tooling can be modified to suit your specific requirements. This can save substantial initial costs and reduce the time required to bring a product to market. Manufacturing within the UK offers distinct advantages for quality control and logistics. Working with a domestic partner reduces the risks associated with international shipping and allows for more frequent, direct communication between engineering teams. We focus on long term trust and technical competence to ensure every production run meets the highest British standards. Our stability as a manufacturer gives our partners the confidence that their supply chain remains secure.
Cost reduction through design simplification
Simplifying a design often involves identifying features that add complexity without contributing to the part's functional value. Reducing the number of hollow chambers or standardising wall thicknesses can streamline the calibration process and reduce scrap rates. Choosing standard polymers also helps to manage lead times and material costs, which is vital given the market volatility seen throughout 2026. Another effective strategy is co-extrusion. This technique allows us to combine materials with different properties, such as a rigid base with a flexible sealing lip, into a single profile. This eliminates the need for secondary assembly and reduces the overall part count for your project.
Working with Abbey Extrusions for bespoke solutions
Our collaborative process begins with a thorough review of your technical drawings to ensure every parameter is achievable. We encourage partners to provide samples of mating parts during the trial phase. This allows us to ensure a perfect fit and verify that the extrusion performs as intended in its final application. Whether you require standard tubing or highly specific profiles like Kedar cord or curtainsider pelmet sections, our experience ensures a reliable outcome. For a deeper understanding of the underlying physics, you may wish to read our article on the engineering principles of plastic extrusion. We pride ourselves on being a stable, expert partner for British industry.
To discuss your specific manufacturing requirements or to request a technical review of your designs, please speak with our technical consultants.
Mastering the technical transition from design to production
Successful manufacturing in 2026 relies on a deep understanding of thermal equilibrium and material behaviour. By prioritising uniform wall thickness and selecting technical polymers like high-performance Nylon 11 or 12, you can significantly reduce waste and improve part longevity. This plastic extrusion design guide for manufacturing has outlined the critical steps required to navigate complex geometries and the specific tolerances inherent in polymer processing. Managing these variables effectively ensures that your final profile meets both functional requirements and economic targets whilst avoiding the pitfalls of inconsistent wall sections.
Since 1985, we've provided UK-based expertise to help engineers transform technical drawings into functional industrial components. Whether you require standard tubing or comprehensive bespoke tube forming services, our team is ready to support your project with precision and stability. We invite you to contact our technical team for a bespoke extrusion quote to ensure your next production run is both cost-effective and compliant with current regulations. We look forward to engineering a reliable, high-quality solution for your specific application.
Frequently Asked Questions
What is the most common mistake in plastic extrusion design
Non-uniform wall thickness is the most frequent error we encounter in technical drawings. It leads to warping and sink marks because different sections cool at different rates during the calibration process. Designers should aim for consistency across the entire profile to ensure a stable manufacturing process and a high-quality finish.
How does wall thickness affect the cost of manufacturing
Wall thickness directly impacts both material volume and production speed. Thicker walls require more polymer and significantly longer cooling cycles in the water bath to reach a solid state. Optimising these dimensions is a key part of any plastic extrusion design guide for manufacturing to keep unit costs competitive and reduce cycle times.
Can I extrude two different materials into one single profile
Yes, co-extrusion allows two different materials to be processed simultaneously into a single profile. This technique is often used to combine a rigid structural base with a flexible sealing lip or a different coloured decorative strip. It creates a permanent bond between the polymers during the melt phase, eliminating the need for secondary assembly.
What are the typical lead times for custom extrusion tooling in the UK
Typical lead times for bespoke extrusion tooling in the UK range from four to six weeks. This period includes the design, manufacture, and initial testing of the die and sizing equipment. Complex hollow profiles or multi-material dies may require additional time for calibration and refinement to ensure the profile meets your specific tolerances.
Why are tolerances for plastic extrusions different from metal parts
Tolerances for polymers are wider because the material is sensitive to temperature and moisture. Unlike metal, which is typically machined at a stable state, plastic is formed whilst molten and contracts significantly as it cools. This thermal movement makes the extreme precision of metalwork difficult to replicate in extruded profiles.
How do I choose between a rigid and a flexible polymer for my design
Your choice depends on whether the part requires structural support or the ability to bend during installation. Rigid polymers are best for frames or tracks, whilst flexible elastomers like Polyurethane are ideal for hoses or vibration dampening. Consider the environmental temperature and chemical exposure as these factors also influence the long term behaviour of the material.
Is it possible to extrude custom colours to match my branding
We can produce extrusions in almost any colour by using concentrated pigment pellets known as masterbatch. This process ensures the colour is consistent throughout the entire profile rather than just being a surface coating. We often match specific branding requirements using RAL or Pantone references to maintain your visual identity across different batches.
What information should I provide when requesting a quote for a custom profile
You should provide a technical drawing with all critical dimensions, the preferred material, and the expected annual volume. Information about the application, such as the operating temperature range or chemical exposure, is also vital. Providing a sample of any mating parts helps us ensure the extrusion fits perfectly within your final assembly during the trial phase.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.