The S&P Global UK Manufacturing PMI rose to 51.8 in January 2026, marking a 17-month high for the sector.
Industrial projects requiring 3mm to 75mm profiles rely on exact extrusion diameters of +/- 0.05mm to ensure seamless integration with rail systems.
Inconsistent diameters varying beyond these tolerances often cause installation delays and premature degradation in outdoor environments.
Establishing a long-term supply chain with a dedicated double flap keder manufacturer UK established since 1985 provides the technical security your manufacturing operations demand.
Experience since 1985 shows that precision is the foundation of structural integrity in textile architecture tested to BS EN 13561:2015. This guide will examine the technical specifications and manufacturing capabilities of high-performance double flap profiles.
In our view, selecting the correct Shore A hardness of 80 for Flexible PVC or LDPE materials is essential for ensuring longevity. We'll explore how our bespoke production processes address the challenges of rising material costs whilst maintaining industrial standards.
Key Takeaways
- Learn how solid core designs provide structural stability for industrial textiles whilst integrated flaps allow for high-strength stitching.
- Identify a leading double flap keder manufacturer UK capable of producing bespoke ID sizes from 3mm to 75mm with tolerances of +/- 0.05mm.
- Compare the performance of Flexible PVC and LDPE materials to ensure long-term UV resistance in outdoor applications.
- Understand why in-house tooling is essential for maintaining precision in bespoke profiles and establishing a reliable B2B supply chain.
- Discover options for custom colour matching to align keder components with corporate branding requirements and specific industrial rail systems.
[Contact the technical team at Abbey Extrusions to discuss your manufacturing specifications.](https://www.abbeyextrusions.com/contactus)
Understanding Double Flap Keder Profiles and Design
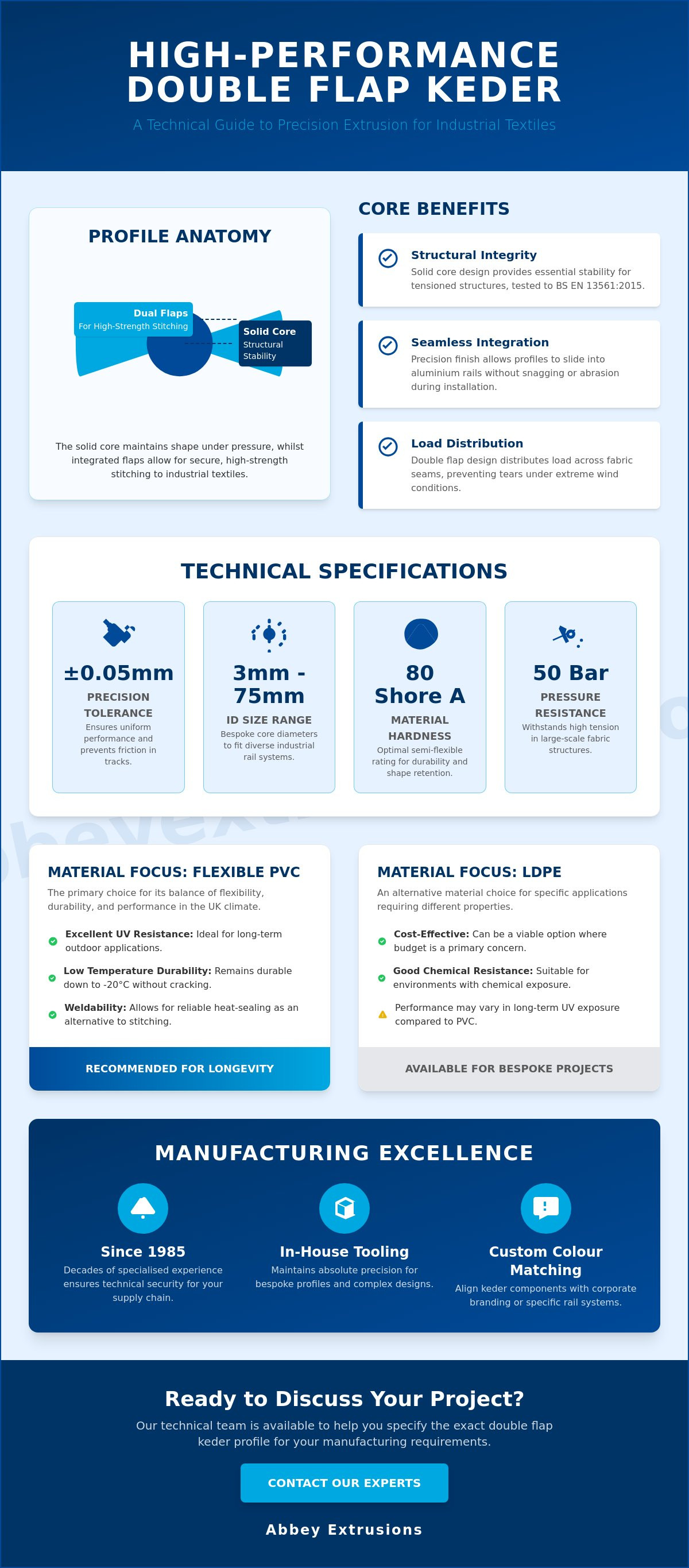
Double flap keder is a high-strength textile reinforcement profile designed to withstand pressures up to 50 bar in tensioned structures. As a specialist double flap keder manufacturer UK, we produce these profiles with reliable tolerances of +/- 0.05mm to ensure seamless integration with industrial rail systems.
The design features a solid core that maintains structural shape whilst dual flaps allow for secure stitching to heavy-duty fabrics with a Shore A hardness of 80. Best practice dictates that this configuration is vital for Technical textiles used in large-scale marquee and awning construction.
In our view, the double flap design is essential for distributing load across fabric seams to prevent tearing under extreme wind conditions. A precision-engineered surface finish is critical, as it allows the profile to slide into aluminium rails without snagging or material abrasion during installation.
We specialise in manufacturing Kedar Cord solutions that meet the rigorous demands of the UK industrial sector. Our production processes focus on material consistency to support high-speed automated assembly lines and improve operational efficiency.
The Role of the Solid Core in Profile Stability
The solid core acts as a semi-flexible centre with a Shore A hardness of 80 that maintains shape even under 50 bar of pressure. This stability ensures that the keder remains seated within the rail channel during extreme weather conditions across the UK.
Core diameters typically range from 3mm to 15mm, though our manufacturing capacity extends to ID sizes from 3mm to 75mm. We utilise Flexible PVC for the core to ensure it remains durable at temperatures down to -20°C without becoming brittle or cracking.
Flap Configuration for Industrial Sewing
Flap width is a critical specification that facilitates high-speed industrial stitching without compromising the integrity of the thermoplastic core. Experience since 1985 shows that a consistent flap thickness of 0.5mm to 2mm is required for precise needle penetration during the manufacturing process.
As UK extrusion specialists, we advocate for material weldability, allowing for reliable heat-sealing in applications where traditional stitching isn't preferred. The flaps must be flexible enough to wrap around the fabric edge whilst remaining strong enough to resist elongation with a Shore A hardness of 80.
[Contact the technical team at Abbey Extrusions to discuss your manufacturing specifications.](https://www.abbeyextrusions.com/contactus)
Technical Specifications for Double Flap Extrusions
Technical drawings for UK industrial rail systems typically specify standard core sizes of 6mm, 7mm, or 8mm to ensure a secure fit within the track. As a specialist double flap keder manufacturer UK, we provide these profiles with a Shore A hardness of 80 to prevent deformation under lateral loads.
Our manufacturing facility produces bespoke ID sizes ranging from 3mm to 75mm to accommodate diverse engineering requirements. We maintain strict adherence to UK designated standards to ensure every batch meets safety and performance criteria in the GB market.
Best practice involves matching the keder diameter exactly to the internal rail dimensions to prevent slippage or binding during operation. We produce PVC Tube and keder cores that achieve a precision of +/- 0.05mm for high-performance applications.
In our view, selecting the correct core diameter is the most critical factor in ensuring the longevity of a tensioned fabric structure. You can explore our full range of Kedar Cord specifications to find the ideal match for your specific rail system.
Dimensional Accuracy and Tolerances
We maintain a precise tolerance of +/- 0.05mm across 1000m production runs to ensure uniform performance in tensioned structures. Experience since 1985 shows that even a 0.2mm diameter variance can cause significant friction whilst sliding keder through aluminium tracks.
Our quality control process established in 1985 monitors extrusion speed and cooling temperatures to guarantee batch consistency across multiple shifts. This rigorous approach ensures that every metre of the profile remains durable and resists cracking at temperatures down to -20°C.
Weight and Density Measurements
A standard 6mm PVC keder profile typically weighs approximately 45 grams per metre, providing a balance between structural strength and ease of manual handling. Density levels directly influence the flexibility of the profile, allowing for a tight bend radius of 25mm in curved rail sections without compromising the core.
As UK extrusion specialists, we advocate for using high-density Flexible PVC with a Shore A hardness of 80 to ensure the flaps retain their shape. We produce profiles that remain stable whilst resisting elongation under high tension loads of up to 50 bar in industrial applications.
Material Selection for UK Industrial Applications
Selecting the right thermoplastic is fundamental to the performance of tensioned fabric systems across the UK. As a leading double flap keder manufacturer UK, we specialise in extruding materials that maintain structural integrity under 50 bar of pressure.
As UK extrusion specialists, we advocate for high-UV resistance in all outdoor profiles to prevent embrittlement during prolonged exposure to sunlight. We work closely with guidelines from the British Plastics Federation to ensure our material additives meet the latest industry standards for long-term performance.
- Prevents material embrittlement at temperatures reaching 40°C in direct sunlight.
- Maintains a consistent Shore A hardness of 80 to ensure the core doesn't crack under tension.
- Extends the service life of the profile to at least 60 months in outdoor environments.
In our view, the Shore A hardness of a keder core must be precisely matched to the specific application, ranging from 70 Shore A for flexible awning rails to 90 Shore A for heavy-duty marquee systems. This specific hardness ensures the profile remains durable and resists permanent deformation when subjected to mechanical tension in high-wind environments.
Our materials exhibit high chemical resistance, remaining stable when exposed to common industrial cleaners used for marquee maintenance and cleaning. This prevents material degradation and ensures the keder remains functional for the duration of its service life, typically exceeding five years in standard use without loss of Shore A hardness.
Flexible PVC and Shore A Hardness
Our PVC tube and keder cores are manufactured using a versatile material with a Shore A hardness of 70 to 90. This specific hardness ensures the core is durable enough to resist crushing when pulled through aluminium tracks with a 25mm bend radius.
Experience since 1985 shows that Flexible PVC provides the best balance of flexibility and strength for the majority of UK industrial sectors. It maintains a consistent diameter of +/- 0.05mm, which is vital for automated sewing processes and high-speed production lines.
LDPE and Polyethene Alternatives
LDPE serves as a lightweight alternative for large-scale temporary structures where reducing overall weight is a priority for logistics. As a specialist double flap keder manufacturer UK, we provide LDPE cores that remain stable at temperatures down to -20°C.
This material is particularly useful in damp UK climates because it possesses excellent moisture resistance that prevents rot and fungal growth. You can review our low density polythene tube specifications to determine if this material suits your bespoke profile requirements.
Manufacturing Standards and Quality Assurance
Precision in the extrusion process is required to produce seamless double flap profiles that can withstand 50 bar of pressure. We utilise specialised dies that ensure the transition between the solid core and the flaps is structurally sound and free from internal stresses.
As a dedicated double flap keder manufacturer UK, we monitor extrusion speeds to maintain a consistent core diameter. This rigorous control ensures that every metre of the profile maintains a Shore A hardness of 80 for reliable industrial use.
Experience since 1985 shows that cooling rates are the most critical variable in achieving a tolerance of +/- 0.05mm. We use temperature-controlled water baths to stabilise the thermoplastic immediately after it leaves the die head.
This rapid stabilisation prevents the material from shrinking unevenly, which would otherwise compromise the profile's ability to slide through 7mm aluminium rails. We maintain these strict manufacturing standards to ensure the longevity of high-tension fabric structures in the UK.
In House Tooling and Bespoke Profiles
We create custom dies in our dedicated toolroom to accommodate unique double flap configurations requested by our B2B partners. This internal capability allows us to manufacture bespoke profiles to specific customer drawings or physical samples provided for replication.
Our expertise in tube forming allows us to produce related industrial components that integrate perfectly with our keder systems. We specialise in providing tailored requirements that retail suppliers cannot match due to their reliance on third-party manufacturing.
Developing custom tooling ensures that the flap thickness remains at a precise 1.5mm for consistent needle penetration during industrial sewing. This level of technical competency is why we have remained a trusted partner in the UK manufacturing sector since 1985.
You can consult our technical specialists to review the quality assurance protocols we apply to every production run.
Testing and Performance Verification
We conduct rigorous pull-testing procedures to verify the bond strength between the core and the flaps. This ensures the keder doesn't delaminate when subjected to 50 bar of mechanical tension in demanding outdoor environments.
Material performance is further verified by testing the profile's stability at extreme temperatures up to 60°C. This ensures that the Flexible PVC remains stable and does not lose its Shore A hardness of 80 during peak summer conditions.
Every production batch undergoes a strict visual inspection to confirm a smooth surface finish for easy rail feeding. We reject any material that shows surface imperfections that could snag or abrade technical textiles during the installation process.
[Contact the technical team at Abbey Extrusions to discuss your manufacturing specifications.](https://www.abbeyextrusions.com/contactus)
Bespoke Manufacturing Solutions at Abbey Extrusions
Abbey Extrusions provides tailored keder solutions for B2B partners requiring unique profile geometries. As a specialist double flap keder manufacturer UK, we produce bespoke colours with a Shore A hardness of 80 to match specific corporate branding guidelines.
As UK extrusion specialists, we advocate for early technical consultation in the design phase to ensure rail compatibility. This proactive approach prevents installation delays by verifying precise tolerances of +/- 0.05mm before high-volume production begins.
Tailored Core Diameters and Flap Widths
We adjust flap widths to accommodate heavy-duty 900gsm fabrics whilst maintaining a consistent thickness of 2mm for industrial stitching. Multi-core keder options are available for specialised rail systems requiring extra stability under 50 bar of pressure.
Our work with curtainsider pelmet sections demonstrates our ability to manufacture complex profiles for the UK transport sector. These durable components remain flexible at temperatures down to -20°C to prevent cracking in winter conditions.
High Volume Supply and Logistics
We maintain the capacity for large-scale production runs supplied on 100m or 500m reels for efficient workshop handling. These high-volume outputs are delivered via our national logistics network to ensure UK-based industrial clients receive consistent supply chains.
Experience since 1985 shows that bulk manufacturing contracts provide the most competitive pricing for long-term infrastructure projects. We invite readers to discuss their specific manufacturing requirements with our technical team to establish a reliable partnership.
Securing Industrial Fabric Systems with Precision Extrusions
Selecting a reliable double flap keder manufacturer UK ensures that your industrial textiles integrate seamlessly with rail systems using +/- 0.05mm tolerances. We provide high-performance Flexible PVC profiles with a Shore A hardness of 80 to maintain structural integrity under 50 bar of pressure.
As a UK manufacturing specialist established in 1985, we specialise in bespoke manufacturing that accommodates unique core diameters from 3mm to 75mm. Our in-house tooling capabilities allow for the rapid development of tailored requirements whilst maintaining strict quality standards.
Contact the technical team at Abbey Extrusions to discuss your manufacturing specifications.
We look forward to supporting your next project with engineering excellence.
[Contact the technical team at Abbey Extrusions to discuss your manufacturing specifications.](https://www.abbeyextrusions.com/contactus)
Frequently Asked Questions
What is the standard core size for UK awning keder
Standard core sizes for UK awning keder are typically 6mm, 7mm, and 8mm to ensure compatibility with standard aluminium tracks. A 7mm core diameter is the most common specification for marquee and tensioned fabric structures across the UK industrial sector.
Which materials are best for outdoor keder profiles
Flexible PVC and LDPE are the most effective materials for outdoor keder profiles due to their inherent moisture resistance. As a specialist double flap keder manufacturer UK, we utilise Flexible PVC with a Shore A hardness of 80 to ensure the core remains durable and resists UV degradation for at least 60 months.
Can you manufacture bespoke keder flap widths
We manufacture bespoke keder flap widths by creating custom dies in our in-house toolroom. This capability allows us to adjust flap thickness between 0.5mm and 2.0mm to facilitate precise needle penetration when using heavy-duty 900gsm technical textiles.
What tolerances do you maintain during extrusion
We maintain a strict tolerance of +/- 0.05mm across all production runs to ensure batch consistency. This level of precision has been a core manufacturing standard since 1985 to prevent installation delays caused by diameter variance.
Is your keder compatible with standard aluminium rails
Our keder profiles are designed to be fully compatible with standard UK aluminium rails. Every profile features a smooth surface finish and a Shore A hardness of 80 to allow the material to slide easily through rail channels under 50 bar of tension.
As a leading double flap keder manufacturer UK, we provide ID sizes from 3mm to 75mm to match any bespoke industrial rail specification.
What is the minimum order quantity for custom profiles
Minimum order quantities for custom profiles are typically set at a production run of 500m to ensure manufacturing efficiency. This volume allows us to maintain competitive pricing whilst providing bespoke tooling for unique double flap configurations.

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.