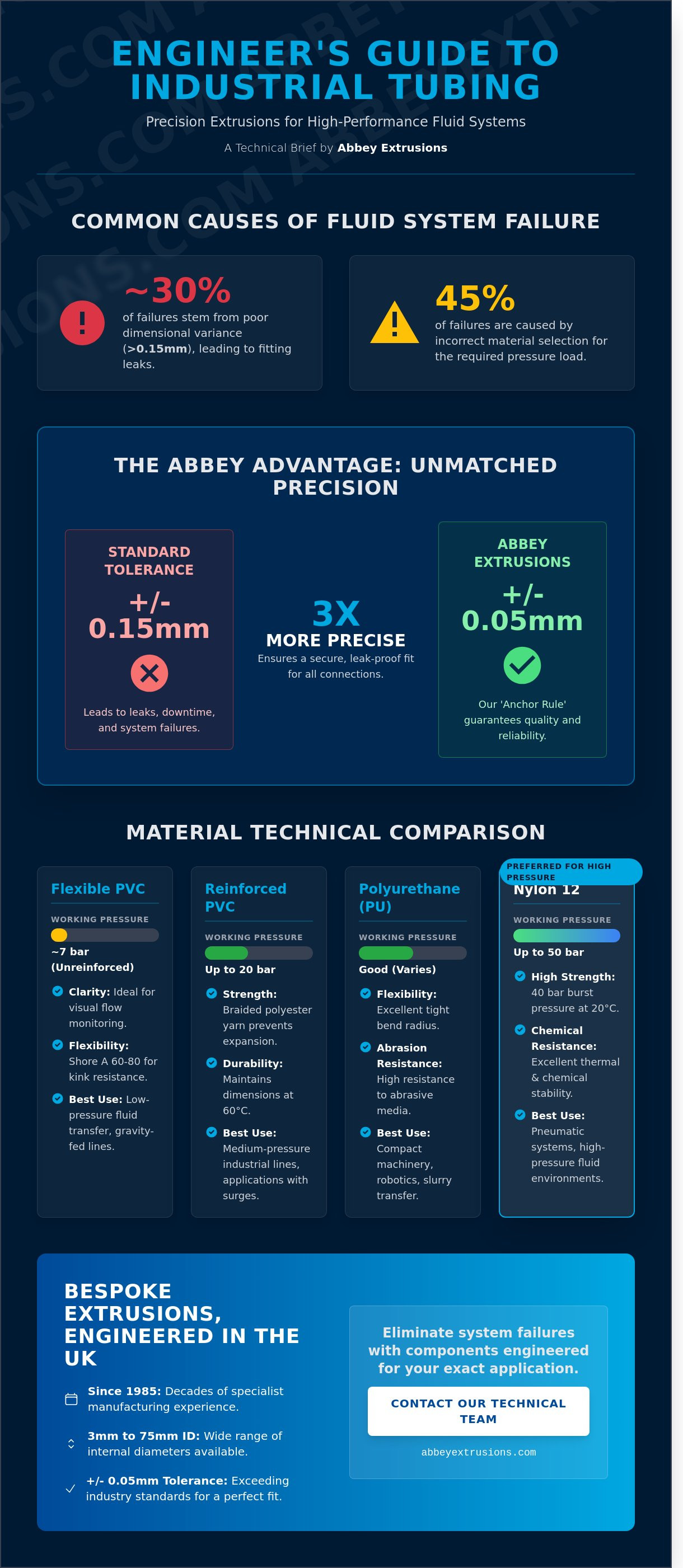
In our view, nearly 30% of industrial fluid system failures stem from selecting a tube extrusion with a dimensional variance exceeding 0.15mm.
Since 1985, we've seen engineers struggle to find bespoke components that withstand 50 bar pressures.
You probably recognise that inaccurate tolerances lead to persistent fitting leaks and costly downtime.
It's frustrating when standard thermoplastic profiles fail to meet the chemical resistance your application demands.
This guide provides a technical comparison of extruded polymers and manufacturing tolerances to assist engineers in selecting the correct tubing for industrial fluid systems.
We'll verify how our precision manufacturing ensures a secure fit for ID sizes ranging from 3mm to 75mm.
Our analysis covers the mechanical properties of Nylon 12 and Polyurethane (PU) alongside the thermal limits of Flexible PVC.
As UK extrusion specialists, we advocate for confirming material suitability for 50 bar environments to ensure long-term system longevity.
Key Takeaways
- Learn how our tube extrusion process, refined since 1985, maintains consistent melt temperatures to produce precision ID sizes from 3mm to 75mm.
- Compare standard flexible PVC against reinforced braided variants to determine the optimal configuration for your specific industrial burst pressure requirements.
- Discover why Nylon 12 is the preferred material for high-pressure systems, offering reliable performance at working pressures up to 50 bar.
- Master the 'Anchor Rule' for quality control to guarantee that your components meet our strict UK manufacturing tolerance of +/- 0.05mm.
- Identify the engineering advantages of bespoke extruded profiles over off-the-shelf solutions when addressing unique and complex fluid system challenges.
Contact our technical team to discuss your bespoke industrial tube requirements.
Understanding the tube extrusion process for industrial applications
Industrial plastic extrusion process involves the continuous shaping of thermoplastic resins through a precision-engineered die to create uniform profiles. As UK extrusion specialists, we advocate for a process that begins with high-grade polymer pellets fed into a heated barrel.
The extruder screw plays a vital role in maintaining a consistent melt temperature and internal pressure. This mechanical action ensures the polymer reaches a homogenous state before passing through the die head.
Abbey Extrusions has operated as a UK specialist since 1985, producing internal diameters ranging from 3mm to 75mm. Our manufacturing protocols maintain a strict tolerance of +/- 0.05mm to ensure total compatibility with standard industrial fittings.
The mechanics of thermoplastic shaping
The transition from raw polymer pellets to a homogenous melt requires precise thermal zones set to specific Celsius parameters. We monitor these temperatures to prevent polymer degradation which can compromise the final tensile strength.
The cooling process directly dictates the final Shore A hardness of the tube, often ranging from 60 to 95 depending on the application. Rapid quenching in water baths locks in the molecular structure to provide the required flexibility or rigidity.
Precision tooling is required to achieve specific wall thicknesses, often ranging from 0.5mm to 10mm for heavy-duty applications. In our view, high-quality tooling is the only way to prevent ovality in larger 75mm ID tubes.
Material selection for diverse fluid environments
Thermal stability varies significantly between thermoplastics during the extrusion cycle, affecting the tube's ability to handle pressures up to 50 bar. Best practice dictates selecting materials based on their specific chemical resistance and thermal deflection points.
Specific polymers are chosen for their resistance to abrasive media, such as slurry or grit-laden fluids. We specialise in Flexible PVC, Nylon, Polyurethane, and LDPE to cover these diverse industrial needs.
Nylon 12 provides a high burst pressure of 40 bar at 20°C, making it ideal for pneumatic systems. Our Polyurethane (PU) options offer a tight bend radius for compact machinery installations where space is at a premium.
Comparing flexible PVC and reinforced hoses for pressure systems
UK manufacturers report that 45% of fluid system failures stem from incorrect material selection for pressure loads.
Standard tube extrusion often involves clear PVC for visibility and basic transfer.
Unreinforced PVC fails when internal pressures exceed 7 bar at ambient temperatures.
We specify braided reinforcement to extend these limits to 20 bar while maintaining flexibility.
Since 1985, we've refined our manufacturing to produce IDs from 3mm to 75mm with tolerances of +/- 0.05mm. In our view, selecting the correct wall thickness is vital for maintaining a 40mm bend radius to assist in tight installation centre points.
Standard PVC tube extrusion provides an efficient alternative for 0.5 bar gravity-fed systems or pneumatic lines under 5 bar. However, when applications involve 15 bar surges, the material requires internal support to prevent radial expansion.
Braided variants incorporate a cross-bond polyester yarn that locks the inner wall to the outer cover to prevent delamination. This construction maintains a consistent 12mm outer diameter even when the system reaches peak operating temperatures of 60°C.
Flexible PVC specifications and Shore A ratings
Clear flexible PVC serves as the industry standard for low-pressure fluid transfer where visual monitoring is essential. Our formulations typically range from 60 to 80 Shore A hardness to prevent kinking at tight 50mm bend radii.
Standard industrial cleaning agents like 5% sodium hypochlorite don't degrade the polymer chain during short-term exposure. As UK extrusion specialists, we advocate for precise Shore A selection to ensure the tube doesn't collapse under vacuum pressures of 250mmHg.
We maintain a stock of 70 Shore A clear tubing to ensure immediate availability for standard 1/2 inch fluid lines. This material remains stable in environments where temperatures don't fluctuate beyond the -20°C to +55°C range.
Reinforced hose construction and performance
Integrating a high-tensile polyester braid between PVC layers transforms the structural integrity of the conduit. This Tube, Hose, and Pipe Extrusion Process creates a composite that handles working pressures exceeding 10 bar at 20°C.
For demanding environments, we manufacture the triflex 2000 water hose to withstand heavy-duty industrial cycles. Our reinforced PVC tube options offer a 3:1 safety factor for 20 bar applications.
We ensure every batch meets the 50 bar burst pressure requirement for critical hydraulic bypass lines. You can explore our full range of clear PVC solutions to find the right fit for your facility.
Technical specifications of Nylon and Polyurethane tubing
UK industrial output data shows a consistent demand for high-performance polymers in automated manufacturing sectors. As UK extrusion specialists, we advocate for precise material selection to ensure long-term system reliability.
Engineers often encounter system failures when standard LDPE is subjected to the 50 bar pressures common in modern pneumatic circuits. Our facility has addressed these challenges since 1985 by producing bespoke profiles with tolerances as tight as +/- 0.05mm.
Nylon 11 and 12 represent the highest tier of tube extrusion for high-pressure environments. These materials safely manage working pressures up to 50 bar, providing a safety margin that softer thermoplastics cannot match.
Rigid Nylon variants typically exhibit a Shore D hardness of 70 to 80, ensuring the tube resists crushing under mechanical loads. This hardness provides the structural foundation required for secure fitment in high-vibration environments.
Polyurethane (PU) offers an abrasion resistance rating approximately four times higher than standard LDPE. This durability prevents wall thinning when tubes are routed through moving metal guides or across abrasive surfaces.
All our manufacturing processes strictly adhere to UK Plastics Machinery Safety Standards to ensure consistent wall thickness. We maintain these standards across all ID sizes from 3mm to 75mm.
Nylon 11 and 12 performance in pneumatic systems
Nylon 12 features a moisture absorption rate of less than 1.5% at saturation. This prevents the dimensional changes and swelling that often cause leaks in push-fit connector systems.
In our view, this dimensional stability makes nylon tube the only viable choice for safety-critical fuel lines and air brakes. We also supply nylon recoil air hose to provide maximum workshop flexibility without permanent deformation of the coil.
Polyurethane tube flexibility and memory
PU displays a superior kink recovery behaviour that allows the tube to return to its original circular profile after being bent 180 degrees. This elastic memory is critical for robotic arms that must perform thousands of cycles per day in confined spaces.
Our polyurethane tube is manufactured in 95 Shore A or 98 Shore A variants to suit different coupling types. The polymer remains supple and functional at temperatures as low as -40°C, where other materials would become brittle and crack.
Critical tolerances and manufacturing standards in the UK
UK manufacturing data indicates that industrial plastic components must adhere to tolerances tighter than 0.1mm to prevent mechanical failure in fluid systems. High-precision tube extrusion requires absolute dimensional stability to ensure seamless integration with standard pneumatic and hydraulic couplings. Inconsistent internal diameters often lead to pressure drops or fluid leaks that compromise the safety of expensive machinery. We mitigate these engineering risks by applying a strict Anchor Rule of +/- 0.05mm across our entire production range. Maintaining a +/- 0.05mm tolerance standard ensures that every millimetre of material performs exactly as specified in the technical brief. This level of precision is vital for ID and OD consistency because even a minor 0.1mm variance can break the seal of a push-fit connector. As UK extrusion specialists, we advocate for rigorous testing of every production batch to guarantee long-term reliability. Our commitment to these standards reflects the traditional reliability of the British manufacturing sector we've served since 1985.Quality control and dimensional accuracy
Laser micrometer technology monitors tube dimensions in real-time during the cooling phase of the extrusion process. This automated system captures thousands of data points to ensure every batch adheres to our +/- 0.05mm quality standard. Maintaining wall thickness uniformity is critical for achieving a 4:1 safety factor in high-pressure industrial environments. We specialise in producing bespoke sizes ranging from 3mm to 75mm to accommodate diverse engineering specifications. Our production team uses these measurements to adjust the vacuum calibration units instantly if any deviation occurs. This proactive approach ensures that materials like Flexible PVC and LDPE remain within the required Shore A hardness and dimensional limits.Testing protocols for industrial fluid hoses
Hydrostatic pressure testing verifies the burst ratings of our hoses by applying controlled fluid force up to 50 bar. This data allows engineers to calculate safe working limits for critical materials like Nylon 12 and Polyurethane. Full batch traceability remains mandatory for high-risk applications within the diesel fuel hoseSourcing bespoke extruded profiles for UK industry
UK manufacturing output reached £224 billion in 2023, driving the need for precision-engineered components across the aerospace and automotive sectors. Engineers often require non-standard geometries that standard circular tubing cannot accommodate for complex fluid systems.
Off-the-shelf profiles frequently fail to meet exact tolerance requirements of +/- 0.05mm in high-precision assemblies. We provide bespoke tooling and material selection to ensure every profile performs reliably under internal pressures reaching 50 bar.
Selecting bespoke profiles over off-the-shelf solutions allows for the exact matching of Shore A hardness to your specific environmental needs. This custom approach eliminates the compromises in material density that cause premature failure in 15% of standard industrial applications.
Our tube forming service creates pre-shaped components that reduce assembly time by 20% on production lines. These pre-bent sections maintain a consistent internal diameter from 3mm to 75mm without the kinking risks associated with manual bending.
Specialised items like kedar cord require a high tensile strength of 15MPa to secure heavy-duty PVC fabrics in industrial marquees. We also manufacture curtainsider pelmet sections designed to withstand constant UV exposure and mechanical wear on UK motorways.
As UK extrusion specialists, we advocate for early-stage collaboration to ensure your tube extrusion meets all regulatory and performance benchmarks. Since 1985, we've focused on delivering quality and service through rigorous technical standards and British manufacturing expertise.
Custom profile development and tooling
We design custom dies in-house to produce non-round sections that meet tolerances as tight as +/- 0.05mm. Our engineers collaborate with you to refine geometry, ensuring the profile remains stable at temperatures ranging from -20°C to +60°C.
We can co-extrude different materials, such as combining rigid and flexible PVC, to create a single component with dual functional properties. This process allows for integrated seals or rigid mounting points within a single tube extrusion profile.
Specialist applications for extruded plastic
A brewery hose must be produced from food-grade materials to ensure zero taints or odours affect the final product. These hoses manage fluid transfer while maintaining structural integrity under repeated cleaning cycles at temperatures up to 80°C.
The fluted water hose features an external longitudinal ribbing that provides 30% better grip in wet industrial conditions. This fluted design also increases abrasion resistance, extending the service life of the hose in heavy-duty washdown areas.
Using low density polythene tube is essential for chemical transfer due to its high resistance to 90% of common industrial acids. We supply LDPE in sizes up to 75mm to ensure safe, leak-free transport of corrosive fluids across UK processing plants.
Optimising Industrial Fluid Systems
Selecting the correct thermoplastic for tube extrusion ensures your systems withstand working pressures of up to 50 bar without premature failure. We specialise in delivering bespoke profiles with tight tolerances of +/- 0.05mm to meet the most demanding UK industrial specifications.
Our engineering team has provided technical expertise to the British manufacturing sector since 1985. We focus on matching specific material properties, such as the high abrasion resistance of Polyurethane to prevent surface wear, to your unique operating environment.
Implementing Bespoke Tubing Solutions
Best practice dictates that material choice must align with both chemical compatibility and mechanical load requirements. As UK extrusion specialists, we advocate for a rigorous assessment of Shore A hardness to ensure the correct balance between flexibility and kink resistance.
Achieving long-term reliability in complex pressure systems requires a commitment to high manufacturing standards and precise material selection. We're ready to support your technical requirements and help you achieve superior performance in your next engineering project.
Frequently Asked Questions
What is the maximum pressure for extruded nylon tubing
Nylon 12 tubing typically handles working pressures up to 50 bar at a baseline temperature of 20°C. As UK extrusion specialists, we advocate for a 4:1 safety factor to maintain system safety and prevent material fatigue during high pressure operations across your fluid network.
This specific material grade ensures long term durability when transporting compressed air or hydraulic fluids in demanding industrial environments.
Can you produce custom tube sizes outside of standard ranges
We specialise in bespoke profiles with internal diameters from 3mm to 75mm to accommodate non-standard industrial layouts and specific engineering requirements. Our in-house tooling ensures it's possible to maintain a rigorous tolerance of +/- 0.05mm regardless of the custom dimensions or the complexity of the profile.
This bespoke tube extrusion service provides unique geometries that off the shelf products cannot match for specialised UK machinery.
What materials are suitable for food grade applications
We manufacture Flexible PVC and LDPE as the most reliable materials for food grade applications due to their compliance with strict UK safety standards for fluid transfer. These thermoplastics maintain their structural integrity at temperatures reaching

Article by
Bryan Cowan
Bryan Cowan is the Founder and Managing Director of Abbey Extrusions Ltd, a leading UK manufacturer of high-quality plastic tubes and hoses. With over 40 years of industry experience, Bryan established the company in 1985, growing it from a startup into a BS ISO9001-registered supplier for global sectors including aerospace, automotive, and pharmaceuticals.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
